發佈日期:2021/7/27低溫焊接製程
發佈單位:iST宜特
IC上板SMT後,可靠度試驗卻過不了
原來是翹曲( warpage )導致空焊、早夭等現象
是否有特殊製程,可以降低warpage變形量呢?

進行IC設計時,最怕就是IC晶片本身品質沒問題,但是當IC上板SMT後,卻過不了後續的驗證。在宜特板階可靠度(BLR)實驗室,就時常看到許多客戶有這樣的問題。而近期,宜特看到最多的就是上板後的翹曲(warpage)問題,導致後續可靠度發現早夭,嚴重到甚至須將產品退回到最初的IC設計階段,曠日廢時。
為什麼翹曲(Warpage)導致後續可靠度問題,近期發生頻率這麼高呢? 宜特板階可靠度(BLR)實驗室發現,系統單封裝( System in a package)已成為現今趨勢,各種不同材質、不同功能的晶片整合進同一封裝,這樣的封裝元件使用的材料相當複雜且多元,堆疊在一起時,因材質本身熱膨脹係數不同(CTE)就會產生翹曲(warpage),成為表面黏著製程(Surface mount technology,簡稱SMT)良率最大挑戰。
低溫焊接製程
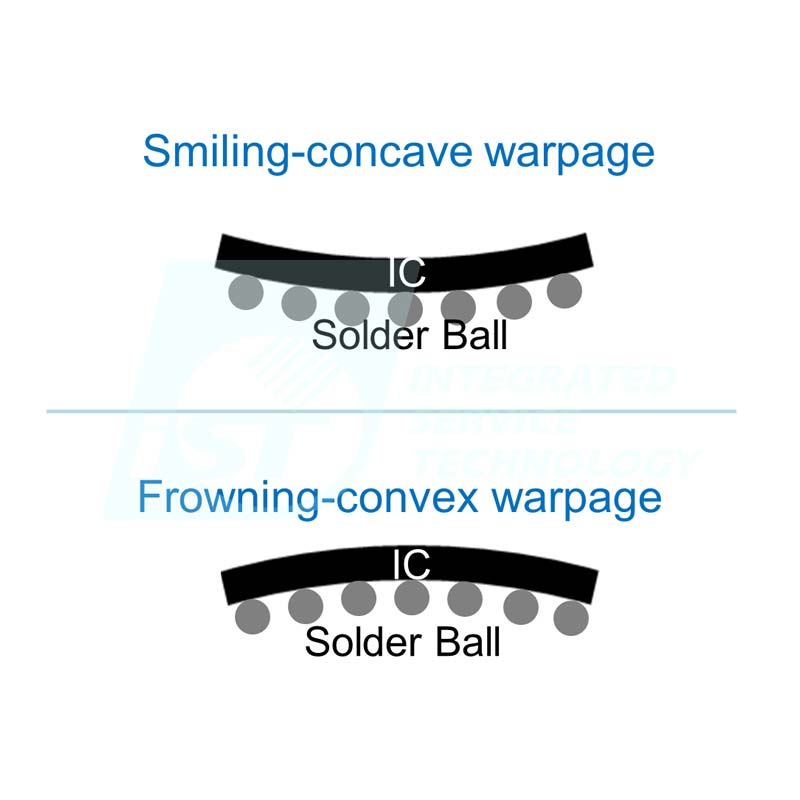
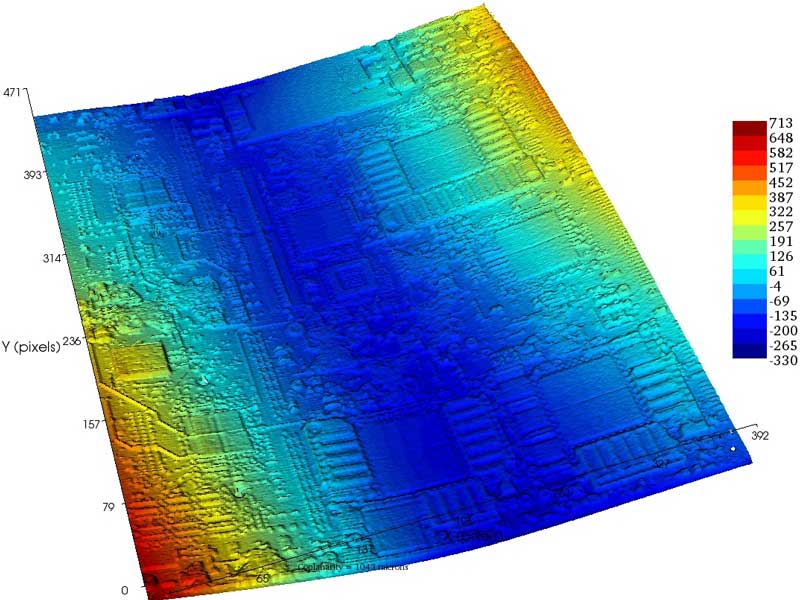
圖一: 先進製程晶片元件或多或少都會有翹曲現象,變形量符合IPC規範控制在一定程度內,都不會影響後續元件上板品質 (右圖出處: Akrometrix)
傳統方式-透過模擬數據調整錫膏量,微緩解焊點拉伸擠壓
針對預防翹曲造成空焊現象,宜特板階可靠度(BLR)實驗室的傳統做法是,模擬確認翹曲(warpage)數據,調整錫膏印刷鋼板設計及回流焊溫度,藉此減少因翹曲(warpage) 造成空焊及短路問題的機率(圖二)。依據此方式,宜特已成功替多家廠商克服PCB或IC翹曲(warpage)的焊接問題(延伸閱讀:掐指算出Warpage翹曲變形量速解IC上板後空焊早夭異常。)
新一代作法-透過低溫焊接(LTS)製程,降低翹曲(Warpage)程度
上述傳統方式,可以藉由修正錫膏來避免空焊或短路問題,但如果翹曲(Warpage)程度太高,就無法藉由控制錫膏量來解決了。
為解決此議題,宜特板階可靠度(BLR)實驗室導入新的做法-低溫焊接製程(Low Temperature Soldering,簡稱LTS),藉由減少熱應力,成功降低翹曲(Warpage)變形量。
■ 何謂低溫焊接製程(Low Temperature Soldering,簡稱LTS)
一般無鉛焊接所使用錫、銀、銅合金的熔點溫度約在 220℃,峰值溫度達到230℃~250℃,而低溫焊接所使用錫、鉍合金熔點溫度為140℃,峰值溫度則可降低到170℃~200℃(依錫膏成分有所不同)(參見表一與圖三)。
表一:一般無鉛焊接與低溫焊接熔點與峰值溫度
一般無鉛焊接製程
(Pb-free process)低溫焊接製程
(LTS process)熔點溫度 220℃ 140℃ 峰值溫度 230℃~250℃ 170℃~200℃
(依錫膏成分有所不同)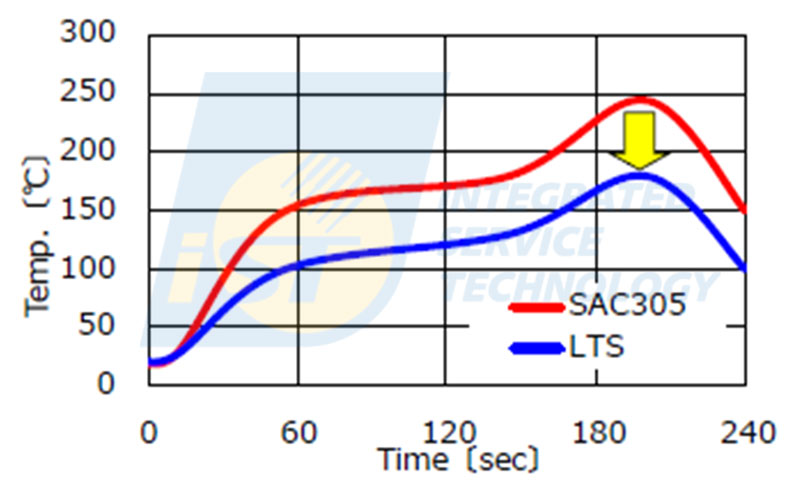
圖三: Reflow Profile,藍線是指低溫焊接製程(LTS),紅線是指無鉛銲接製程(Pb-free process)
■ 為何LTS製程可以降低Warpage變形量?
產生Warpage 主要原因,來自於使用不同材料的IC堆疊後,由於不同材料的熱膨脹係數(CTE)不同,經過高溫焊間產生形變。溫度越高,因熱應力造成封裝後的IC(Package)變形程度越大(圖四)。因此,藉由降低SMT焊接溫度,將可大幅減少熱應力,藉此不僅可改善PCB與零件的Warpage程度外,也可減少能耗。
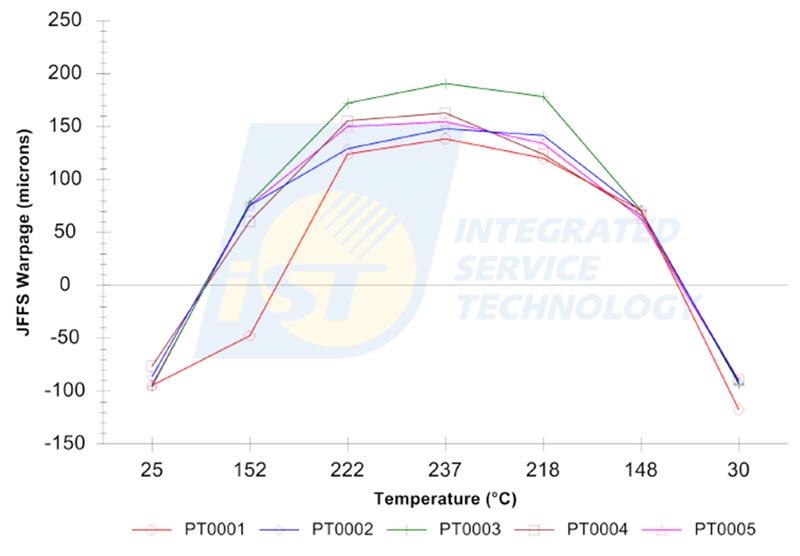
圖四:溫度越高,變形越大
如何利用LTS製程避免SMT可能面臨的挑戰
■ 控制溫度與錫膏體積,避免異質合金焊接過程產生熱淚滴效應
目前零件封裝還是以無鉛製程為主,意即焊接材料Bump與Solder Ball仍多以使用錫、銀、銅 合金為主,例如焊料號SAC305、SACQ、SAC405等,因低溫焊接製程(LTS)未達錫、銀、銅合金熔錫溫度,故Solder Joint 有很大差異(參見圖五與圖六)。
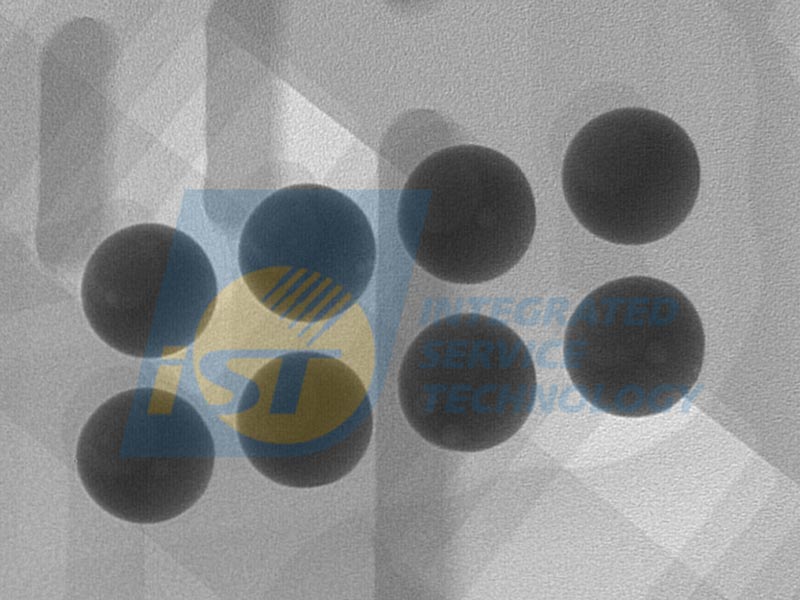
圖五: 一般無鉛製程Reflow後,SAC錫球與錫膏完全熔融,錫球出現塌陷(collapse)
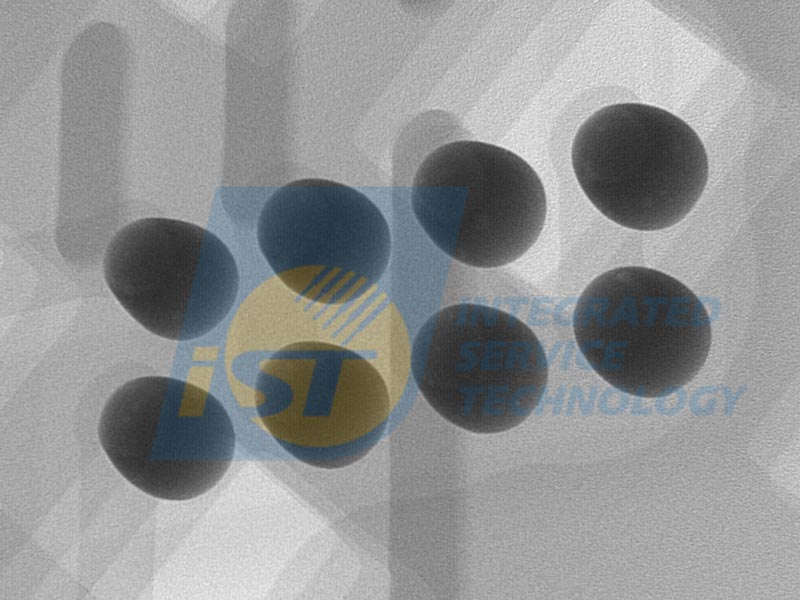
圖六: LTS製程Reflow後,SAC錫球未完全熔融,錫球未出現塌陷(collapse)型態
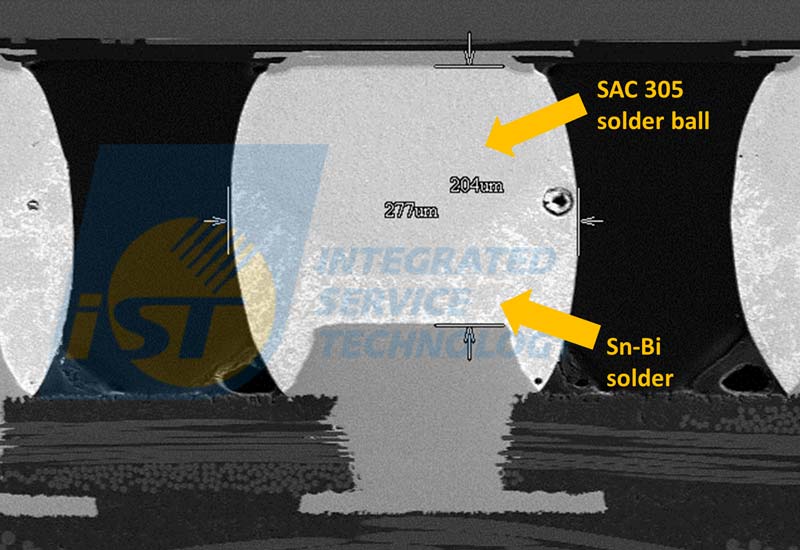
圖七:透過精確控制焊接溫度與錫膏體積的焊點切面圖(Cross Section)。
因此,宜特板階可靠度實驗室藉著精確控制溫度與錫膏體積,即可避免LTS製程中出現熱裂縫(Hot Tearing)的現象。例如圖七,錫鉍合金(Sn-Bi)錫膏與SAC305錫球的焊接點,在適當錫膏體積與回流焊溫度控制下,可看出錫球不僅具備良好的擴散性,且無熱裂縫(Hot Tearing)狀況發生。
■ 利用LTS製程提升產品可靠度實測
不同合金之間的焊接點,容易因為分子擴散不佳,造成可靠度試驗出現早夭現象,宜特板階可靠度(BLR)實驗室針對LTS製程,使用小尺寸WLCSP封裝零件,執行異質合金焊接,並進行後續可靠度驗證,從溫度循環試驗(Temperature Cycle Test,簡稱TCT)結果顯示, LTS製程在可靠度TCT實驗中的表現,和一般無鉛製程相比,並不遜色。
由圖八可以看出小尺寸WLCSP封裝零件SAC305Bump分別與LTS錫膏Sn-Bi-Sb-Ni及 Sn-Bi-Ag的配置在TCT,表現並不劣於 SAC305Bump與SAC305錫膏的配置。
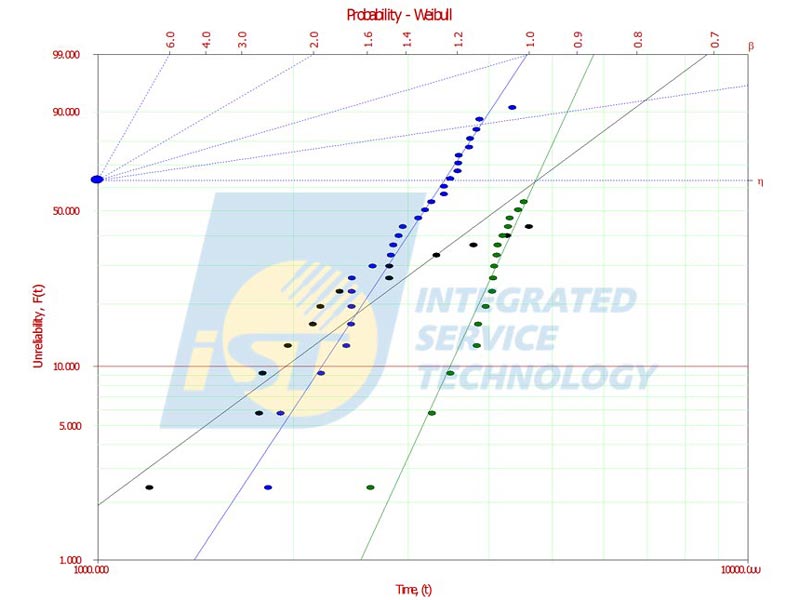
圖八:執行一般無鉛製程(藍線-SAC305錫膏)與LTS製程(黑線-Sn-Bi-Ag錫膏、綠線-Sn-Bi-Sb-Ni錫膏),並進行後續可靠度TCT實驗的比較圖
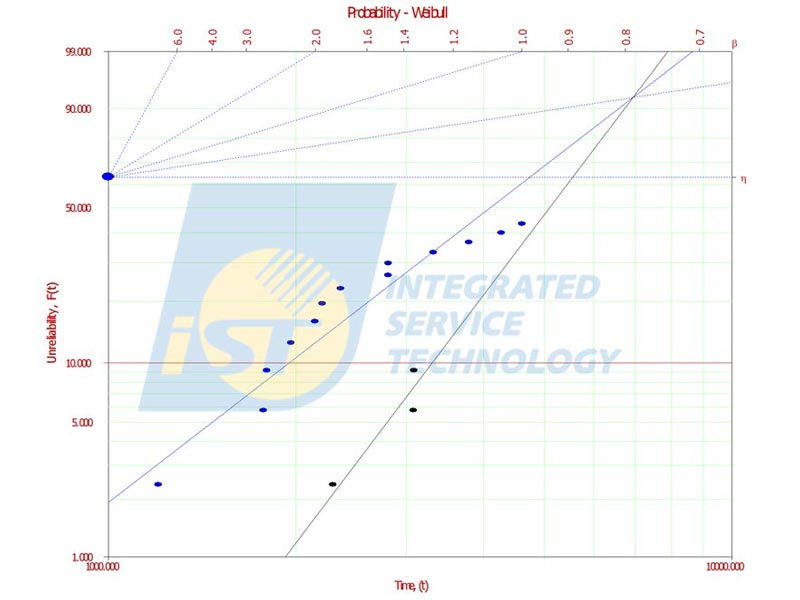
圖九: LTS製程使用不同錫膏比例TCT實驗結果圖:藍線代表使用較少的錫膏量,黑線代表使用較多的錫膏量
在封裝材料無法解決CTE 問題之前,LTS製程不失為一個降低Warpage程度的方式。而在實際應用上還包含了主被動零件,如晶片電阻、電容、記憶體、晶體管等等,越早準備就越早能切入市場。本文與各位長久以來支持宜特的您,分享經驗,若您想要進一步了解LTS製程,請洽+886-3-579-9909分機6433邱先生(Sam) Email: WEB_SMT@istgroup.com;marketing_tw@istgroup.com
您可能有興趣的相關文章
低溫焊接製程