發佈日期:2019/8/6 Warpage
發佈單位:iST宜特
IC上板SMT後,可靠度試驗卻過不了
原來是翹曲( warpage )導致空焊、早夭等現象
是否能夠在SMT前,透過模擬掌握翹曲( warpage )狀況,避免異常呢?
進行IC設計時,最怕就是IC晶片本身品質沒問題,但是當IC上板SMT後,卻過不了後續的驗證。在宜特板階可靠度(BLR)實驗室,就時常看到許多客戶有這樣的問題。而近期,宜特看到最多的就是上板後的翹曲(warpage)問題,導致後續可靠度發現早夭,嚴重甚至須將產品退回到最初的IC設計階段,曠日廢時,夜夜debug重新進行IC設計事小,最怕就是下游系統端客戶交期近在眼前,死線(deadline)就壓在那兒,欲哭無淚。
翹曲(warpage)是怎麼發生的?
為什麼翹曲(Warpage)導致後續可靠度問題,近期發生頻率這麼高呢? 宜特板階可靠度(BLR)實驗室發現,主要來自於越來越多廠商,在開發先進製程的晶片,而先進製程晶片,是由非常多不同材質、不同功能的晶片堆疊起來,例如MCM多晶片模組、系統級封裝與Fan-in/Fan-out等,這樣的元件使用的材料相當複雜且多元,堆疊在一起時,因材質本身熱膨脹係數不同(CTE)就會產生翹曲(warpage) (圖一)。
除了晶片元件本身會發生翹曲外,晶片透過表面黏著技術(SMT)結合到電路板時,因晶片與電路板CTE不同,翹曲(Warpage)的狀況就會加劇。而當翹曲超過一定的幅度,就會造成SMT的焊接品質不良,也影響後續的可靠度測試結果。
如何妥善安排這些溫度特性不同的材料依序堆疊,在加熱與散熱時不會互相影響,是相當嚴苛的技術挑戰。
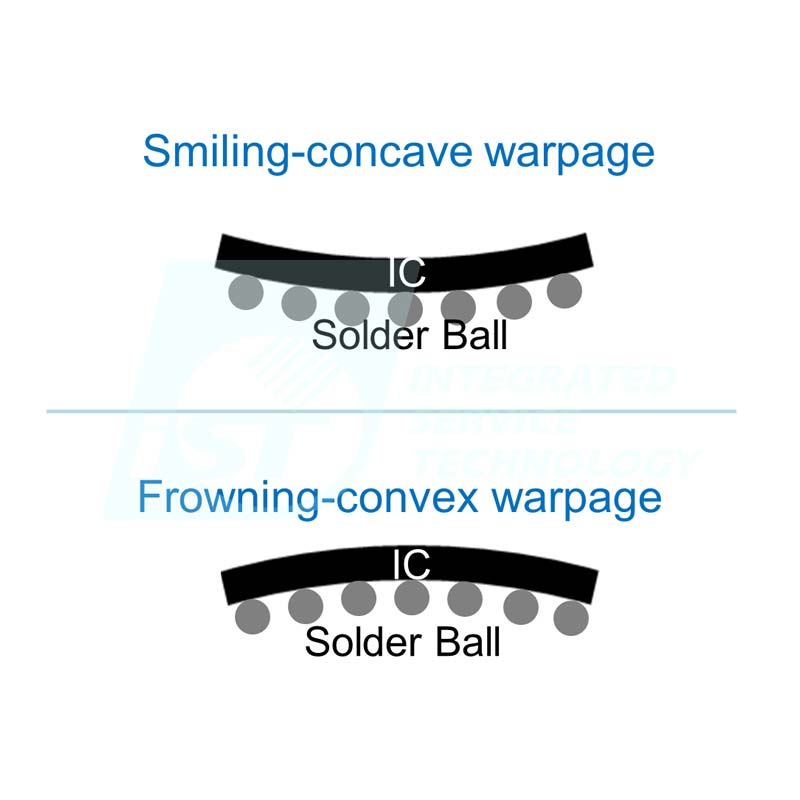
圖一: 先進製程晶片元件或多或少都會有翹曲現象,變形量符合IPC規範控制在一定程度內,都不會影響後續元件上板品質 (右圖出處: Akrometrix)
先進製程的晶片零件材料堆疊複雜,導致翹曲失控
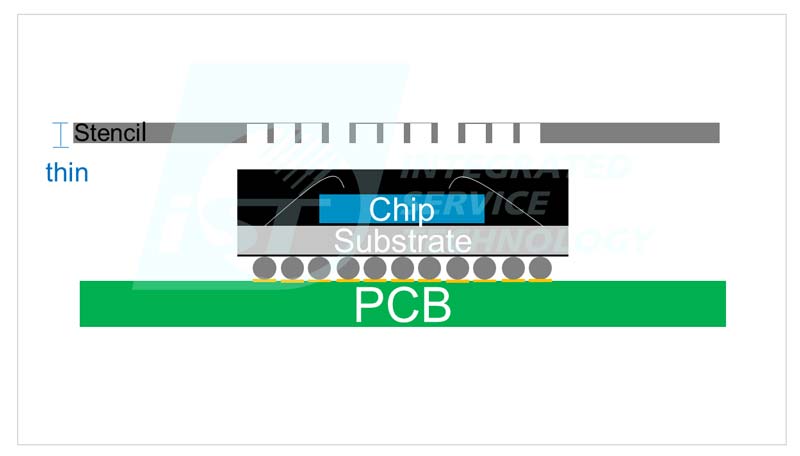
5-10年前,翹曲幅度控制在6-8mil以內,都還不至於影響後續SMT等製程;然而經過這幾年來,各項先進製程的材料種類複雜且反覆堆疊,受到溫度影響後的變形量已比5-10年前的樣品來的嚴重。宜特板階可靠度實驗室發現,隨著未來接腳數(pin count)越來越多,晶片上板時,使錫膏與錫球可以接合順利所使用的治具鋼板(stencil),厚度就會越來越薄(圖二、圖三、圖四),繼續維持在6-8mil的翹曲幅度,是否能夠像早期不至於影響SMT製程品質,令人堪憂。
圖二:SMT製程,利用鋼板填入錫膏,結合IC錫球
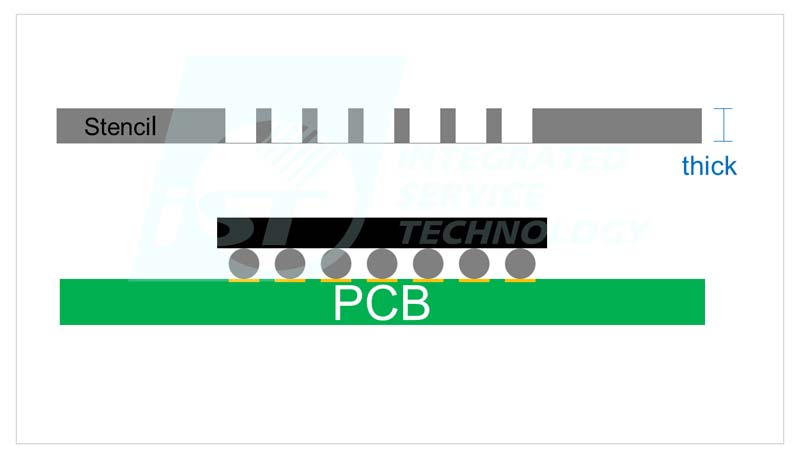
圖三: 傳統PCB,鋼板(stencil)因接腳數(pin count)較少,錫球用的不多,相對鋼板不需要太薄。
圖四: 隨著先進製程的元件接腳數(pin count)變多,錫球需要較多,鋼板就需要較薄。
IC上板至PCB,翹曲過大導致空焊與短路
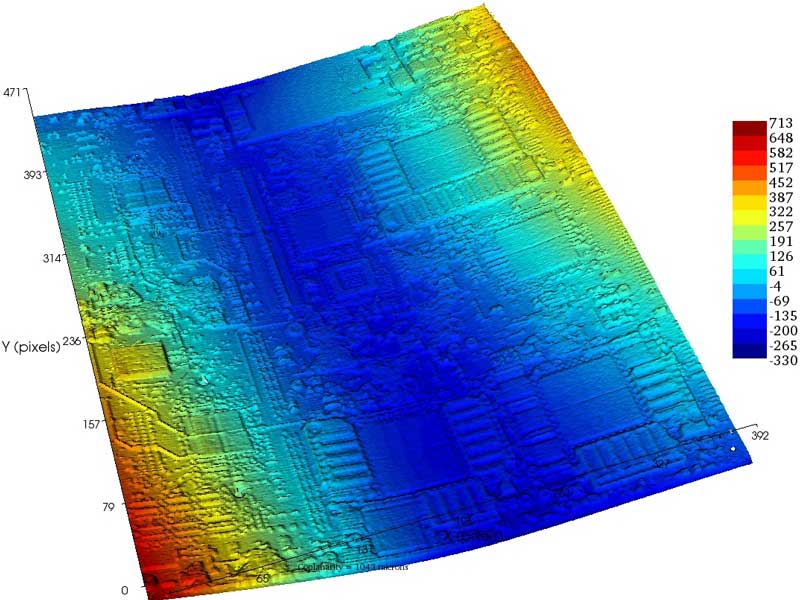
不能將所有的問題放在零件身上,PCB也會有翹曲的狀況,原先以為PCB厚度只要超過1.6mm,PCB本身發生翹曲(warpage)的機率會較小,但實則不然。宜特板階可靠度實驗室曾經有個經典案例,IC上板至PCB時,以為只是IC零件有翹曲問題(圖五、圖六),宜特做了一連串的SMT製程參數調整,依舊發現空焊與短路問題,最終發現原因,不只是IC有翹曲,PCB也有翹曲,且翹曲變形量過大(圖七)造成SMT異常。
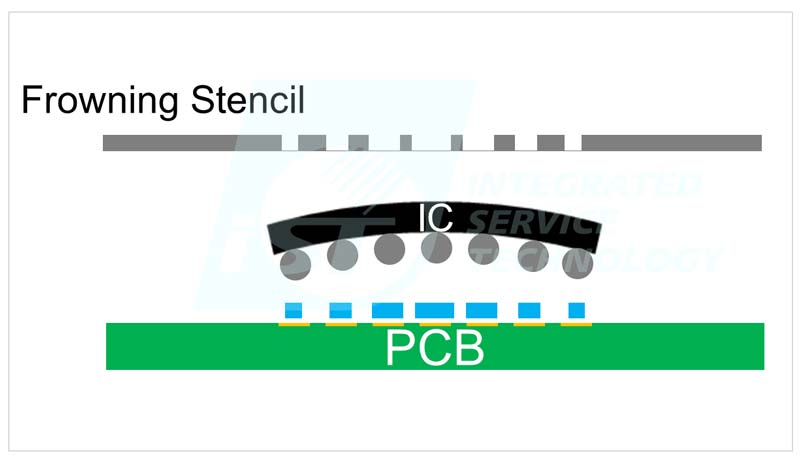
圖五:哭臉變形元件使用哭臉鋼板(frowning stencil)
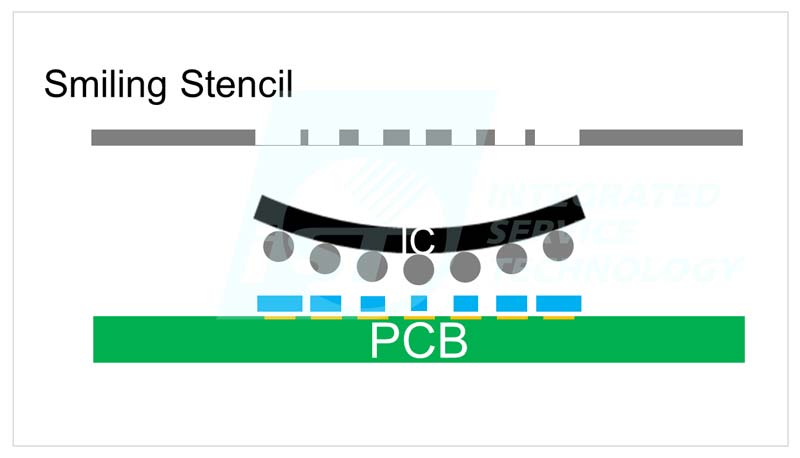
圖六:笑臉變形元件使用笑臉鋼板(smiling stencil)
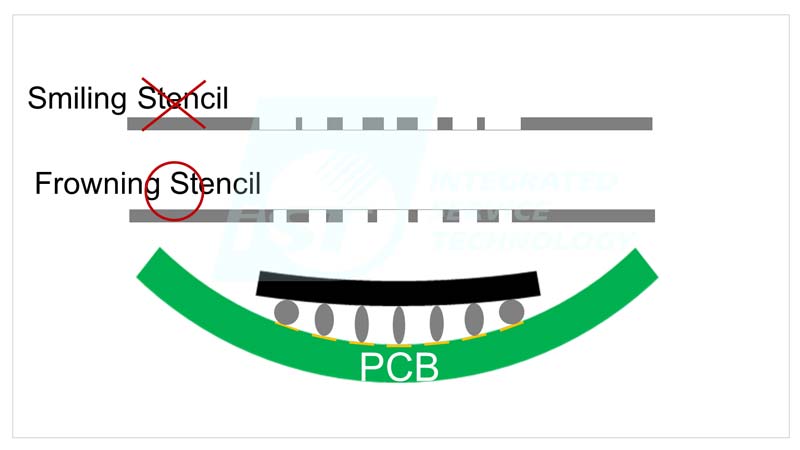
圖七: 原以為PCB變形量很低影響不明顯,但實測發現,PCB變形量大於零件,此時就不能依循笑臉變形元件使用笑臉鋼板(smiling stencil),而必須改成使用哭臉鋼板(frowning stencil)。這也代表PCB的翹曲問題,也會影響造成SMT異常。
空焊短路之後,就是可靠度驗證過不了
空焊短路不打緊,更嚴重的是翹曲後的焊點,將會呈現拉伸與擠壓的形狀,完美的焊點應該是接近「球型」(圖八),而翹曲將導致焊點呈現「瘦高」(圖九)或「矮胖」形狀(圖十),這些「非球型」的焊點,容易產生應力集中而斷裂,使得後續在可靠度驗證中,出現早夭現象的機率提高。
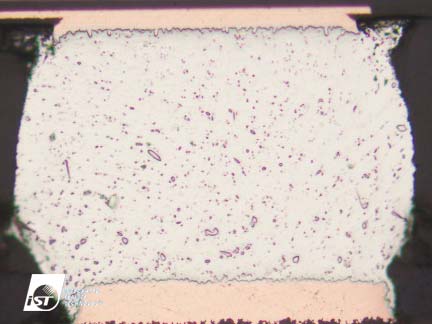
圖八:完美球型的焊點
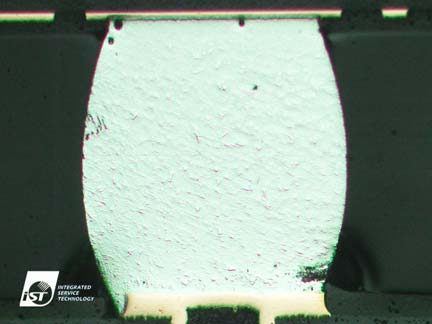
圖九:瘦高的焊點
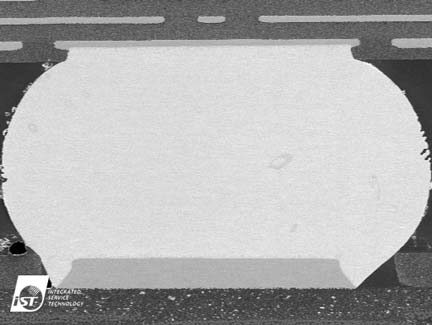
圖十:矮胖的焊點
透過修改SMT鋼板治具開孔大小,僅能緩解焊點拉伸擠壓
透過SMT解決翹曲方式,一是透過修改鋼板治具(stencil)開孔大小,針對間距較大的地方給予較多的錫膏(solder paste);二是透過鋼板(stencil)治具抑制零件的變形。然而這兩種解法必須來來回回多次驗證才能找出SMT最佳條件,甚至,若無法有效解決翹曲問題,可能得退回設計階段找尋其他材料來取代,曠日廢時。
模擬量測取得翹曲(warpage)變形量,有效預防SMT異常,順利通過可靠度測試
若能在SMT前,取得晶片與PCB翹曲(warpage)相關資訊。將可事半功倍。宜特板階可靠度實驗室使用相關量測翹曲(warpage)的設備,可以針對元件與PCB來模擬翹曲的程度(圖十一),再去調整SMT的參數設定,確保SMT過程中有良好的焊接品質,如此可避免因不良焊接品質導致影響可靠度驗證以及不必要的成本開銷。
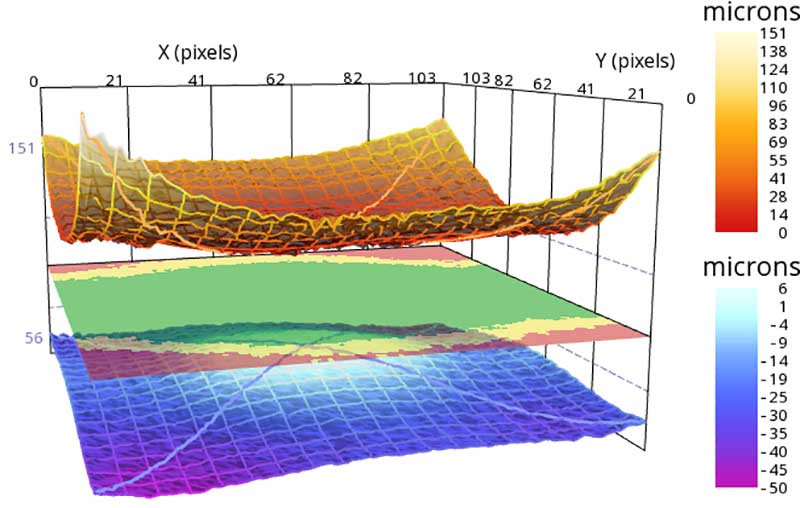
圖十一: SMT上板前,可針對元件與PCB進行模擬分析,預先了解翹曲(warpage)情形(圖出處:Akrometrix)
量測分析的速度非常快,約半小時就可得知元件在不同溫度的變形量,也能模擬溫度循環的環境,協助客戶與可靠度測試進行搭配,觀察產品在哪個溫度會達到最大的變形量, 並能在測試中思考如何改善與預防。
翹曲(warpage)量測的原理,是應用樣品上的參考光柵和它的影子之間的幾何干擾產生摩爾雲紋分佈圖,進而計算出各圖元位置中的相對垂直位移,並可應用於模擬SMT回流焊溫度和操作環境條件、同時捕捉一個完整的歷史翹曲位移表現。
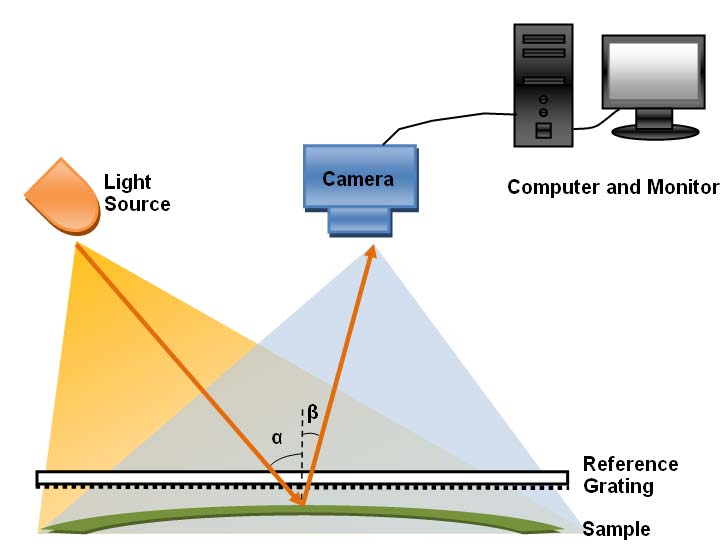
(圖出處:Akrometrix)
在宜特板階可靠度(BLR)實驗室觀察中, 翹曲(warpage)的問題勢必會持續存在,我們無法控制材料的特性,但如果透過篩選的方式,找出翹曲方向相同的零件與PCB,我們認為這不僅不會降低可靠度的壽命,也能協助客戶找到完美翹曲比例,達到1+1>2的價值。
本文與各位長久以來支持宜特的您,分享經驗,若您對SMT或翹曲(Warpage)上,想要更進一步了解細節,歡迎洽詢+886-3-579-9909 分機 6406 莊先生(Daniel) │Email: web_BLR@istgroup.com 。