發佈日期:2024/5/14 AEC-Q007
發佈單位:iST宜特
車用IC上板至PCB的焊點可靠度測試(BLR)以往僅在AEC-Q104標準中稍作提及。終於在今年三月,眾人引頸期盼之下,針對車用板階可靠度的AEC-Q007標準問世。現在就讓我們快速了解一下AEC-Q007到底包含了哪些內容吧。
AEC-Q007

AEC-Q007
全球汽車電子最高殿堂-汽車電子協會(Automotive Electronics Council,簡稱AEC)近期宣告,已推出AEC-Q007規範,正式定義車用BLR可依循的驗證標準方向。
在進一步探討AEC-Q007之前,讓我們先來介紹一下AEC零件技術委員會的家族成員,包括AEC-Q100(IC晶片)、AEC-Q101(離散元件)、AEC-Q102(離散光電元件)、AEC-Q103(微機電系統)、AEC-Q104(MCM多晶片模組)以及AEC-Q200(被動元件)。
這些規範的主要焦點都是在零件層面進行各種測試。雖然AEC-Q104規範中的Test Group H提到了板階可靠度(Board Level Reliability,簡稱BLR),但內容只是提供了一些參考規範,並未詳細說明有關PCB和菊花鍊(Daisy Chain)設計方式的內容。(如果您對這個規範有興趣,可以參考這篇文章:六大重點,秒懂車用多晶片模組AEC-Q104規範)
換句話說,以前的AEC文件規範都是針對零件進行測試,直到最近在2024年3月推出的AEC-Q007,這才真正將零件和印刷電路板(PCB)結合起來,提出了熱門的車用板階可靠度測試規範。
根據內容所提到的Daisy Chain設計(圖一),這其實就是我們經常聽到的板階可靠度(Board Level Reliability,簡稱BLR)測試。BLR測試,是透過零件搭配PCB,將錫球與PCB端設計成導通模式,進而形成迴路以便觀察焊點(Solder Joint)之壽命(延伸閱讀: 板階可靠度測試Pass或Fail,PCB設計居然是關鍵),於測試過程中搭配測量儀器,即時獲得資訊來判斷焊點良率。
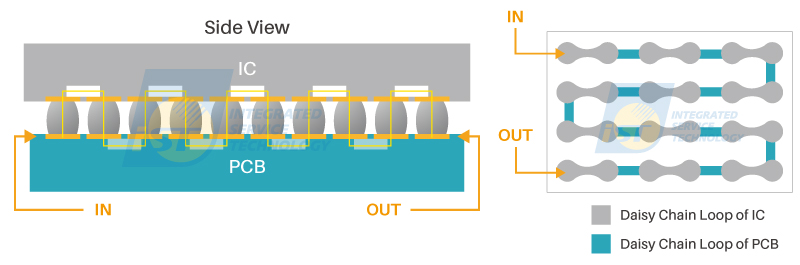
圖一: BLR Daisy Chain設計概要。(圖片來源: 宜特科技)
以往AEC僅針對零件進行認證,AEC-Q007首次將PCB納入考量,透過BLR驗證方式觀察焊點失效的情況。除了測試方式,規範還建議了PCB與Daisy Chain詳細的設計方式,本期宜特小學堂,將會逐一說明。
一、 驗證前之車用Daisy Chain如何設計
AEC-Q007規範針對不同封裝形式中的Daisy Chain設計有個別的介紹,相較於其他國際規範大部分僅以文字帶過,對於初次想要學習BLR流程的使用者來說,AEC-Q007規範非常容易理解與應用。本篇小學堂文章,宜特可靠度驗證分析實驗室,將以市場上較普及的球柵陣列封裝(Ball Grid Array, BGA)進行說明。
AEC-Q007將Daisy Chain設計分成4個Level,設計困難度以Level 3最簡易,Level 0則最複雜,文中也提供建議指南,設計者可依據本身需求來設計Daisy Chain。
因製程能力不斷提升,單一零件也從以往可能僅包含一顆晶片,逐漸發展到能容納多顆晶片。透過晶片與晶片或基板(Substrate)的層層堆疊,讓零件能擴充更多的I/O。這些堆疊的晶片透過Solder Joint進行連結,以BLR角度來看,應該將零件內部等相似的Solder Joint結構一併考慮進來,以達到整體的可靠度,因此在AEC-Q007規範中,即針對不同類型零件提出不同的Daisy Chain設計建議。
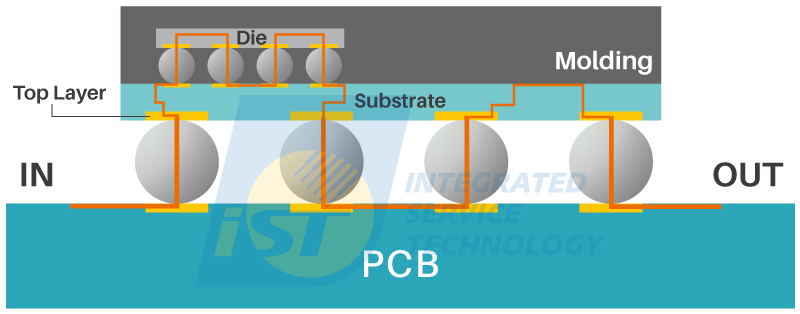
Level 3:透過零件基板(Substrate)的表層(Top layer)佈線,將錫球與PCB進行連結,這是BLR驗證最常見的daisy chain設計方式,主要可以觀察到零件表層線路、PCB以及接點Solder Joint的異常狀況(圖二)。
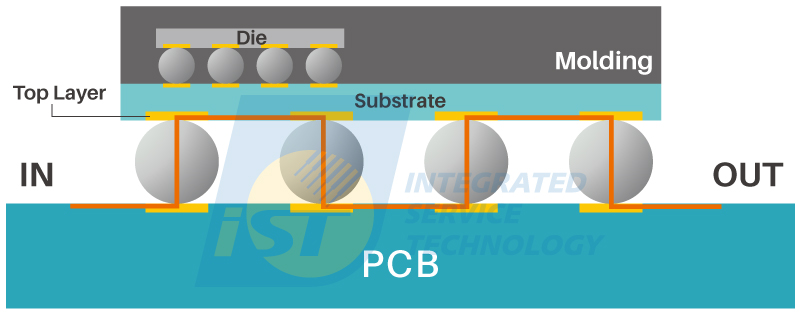
圖二: Level 3的daisy chain設計,透過零件基板(Substrate)的表層(Top layer)佈線,將錫球與PCB進行連結。(圖片來源: 宜特科技)
Level 2:因Level 3設計僅經過基板表層線路,當實際的產品基板線路較為多層複雜時,其可能會無法模擬部分基板失效情況,藉由將原本在零件底部的線路延伸至基板(Substrate)內層 (圖三),可延伸確認是否會因外在應力導致基板內層線路斷裂或脫層。
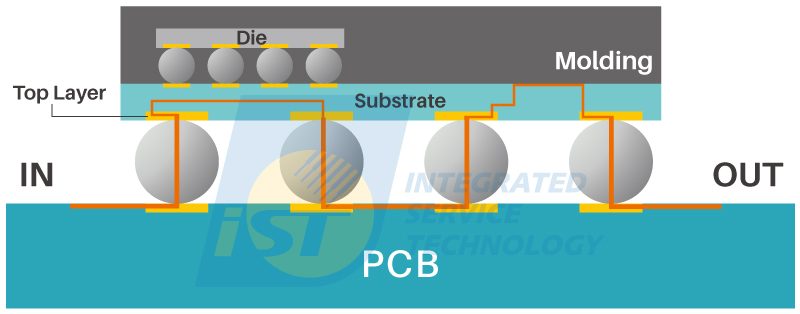
圖三: Level 2的Daisy Chain設計,將原本在零件底部的線路延伸至零件基板(Substrate)。(圖片來源: 宜特科技)
Level 1:將佈線持續延伸至零件內部,連結內部晶片之表面金屬層,觀察零件內部的Solder Joint(圖四)。就宜特觀察,這種Daisy Chain的設計方式被越來越多客戶接受。原因在製程能力提升後,堆疊層數增加勢必讓零件內Solder Joint承受更大的熱應力與機械應力。
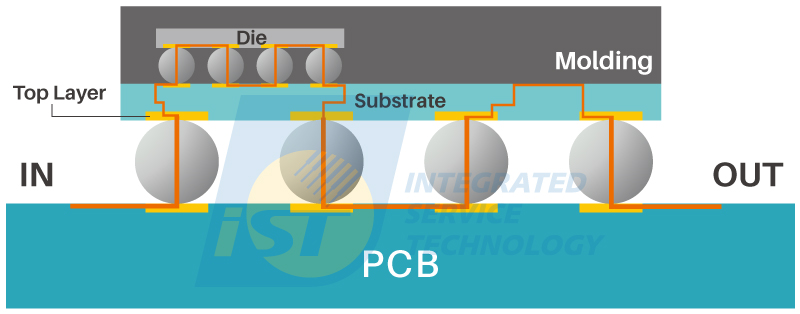
圖四: Level 1的Daisy Chain設計,將佈線持續延伸至零件內部,連結內部晶片之表面金屬層。(圖片來源: 宜特科技)
Level 0:此種設計最為複雜,將Level 1設計方式再延伸至內部晶片(圖五),由於牽涉到晶圓設計製程,若使用者選擇Level 0設計,成本將會大幅提高。除此之外,BLR即時偵測設備主要以低阻抗與低電流方式進行快速偵測,但此種設計
圖五: Level 0的Daisy Chain設計,將Level 1設計方式再延伸至內部晶片。(圖片來源: 宜特科技)
二、 驗證前之PCB設計
了解零件Daisy chain設計後,接下來就要討論PCB。PCB設計其實對於BLR壽命也佔了非常大的因素,PCB層數越多也代表厚度越厚,層數越少則反之。厚與薄是否會影響到測試結果?答案是肯定的。
在溫度循環的環境下,因溫度讓整體產生熱脹冷縮的變化,反覆地針對Solder Joint進行溫度疲勞最終產生斷裂。假如PCB在熱脹冷縮的過程中,能和零件有一致的變形方向,就能增加其壽命,因此在設計PCB時,也建議考慮到與零件的匹配性(延伸閱讀:掐指算出Warpage翹曲變形量 速解IC上板後空焊早夭異常) 。
AEC其實也有考量到零件最終使用的環境具備多樣性,PCB層數與厚度難以固定規格,因此AEC不強制要求,讓供應商能以較貼近實際面的方式去設計PCB。對於產品資料蒐集也較具真實性,假若供應商無法獲得PCB規格的資訊,AEC也提出一組PCB設計方針可供參考,其中較推薦的是8銅層與1.6mm的厚度。
三、正式進入車用可靠度測試手法:溫度循環測試
1. 測試目的:了解零件特性 而非通過驗證
當完成零件與PCB設計後,接下來就進入測試條件。AEC-Q007首先提出的驗證方式為溫度循環,這裡先請讀者注意規範中的目的章節,開頭就提到是要蒐集零件BLR熱疲勞壽命的分佈數據,這代表此驗證是獲得樣品故障分析資訊,與我們常執行BLR驗證條件有些許不一樣。一般BLR測試條件,是以500或1000循環為標準,通過此循環即代表產品「通過驗證」;而AEC-Q007目的是「了解零件特性」,將資料蒐集做為未來使用者參考。
2. 測試條件:分為4級
溫度循環測試條件,參考AEC-Q100零件環境工作溫度等級進行分類,總共分為4級,最嚴苛為第0級。理想情況下,選擇的溫度條件等於或大於預期的應用操作溫度範圍(參考表一)。監控過程與判定方式則是參考IPC-9701,高低溫駐留時間建議10~15分鐘。另外,規範中也提到溫度循環使用設備不應選擇快速升降溫,例如:雙氣槽式溫度衝擊與液槽式溫度衝擊。
表一:溫度循環條件參數
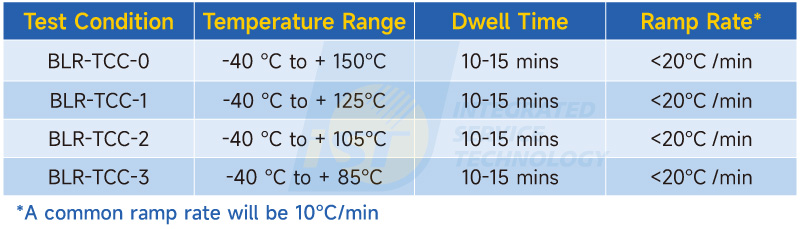
(表格來源: 宜特科技)
3. 測試樣品數
測試樣品準備數量應不小於50+5顆(包含故障分析),建議執行到所有測試樣品失效至63.2%。假如執行一段時間後皆未故障,可停止於3000循環。AEC-Q007有提到除了蒐集故障資訊外,對於已故障的樣品應進行故障分析,並記錄故障位置。針對BGA零件規範就定義了10種故障位置,若驗證過程未發生故障,也建議於每500循環,須將樣品取出進行切片或紅墨水分析。
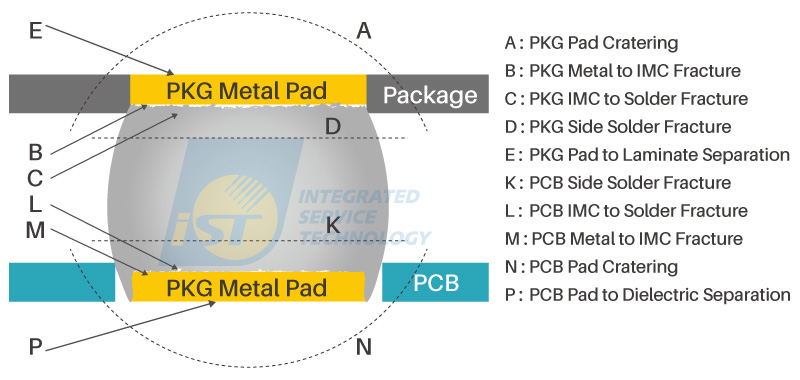
圖六:焊點失效位置(圖片來源: 宜特科技)
4. SMT定義參數
除了零件設計與測試條件,AEC-Q007對於表面黏著技術(surface mount technology, SMT)也定義了設定參數。由於SMT的結果可能會影響可靠度的數據,SMT後Solder Joint內會產生孔洞,孔洞的標準雖然有規範定義,但過大過小都有可能造成後續可靠度數據差異。規範中也建議SMT設定參數應接近供應商實際的量產條件,更詳細資訊可參考AEC-Q007-002。
AEC-Q007首度跨出零件本體,搭配PCB驗證方式進行規範。目前雖然僅有溫度循環驗證方式,但這是因為車用零件在實際應用中會面臨各種溫度挑戰,如戶外環境、高低緯度以及接近發熱區域(例如引擎室)等。相較於消費型零件,車用零件的可靠度需克服更多溫度相關因素,因此「溫度」對於車用零件來說是最需要克服的關鍵因素之一。
宜特可靠度驗證實驗室針對BLR長期經驗觀察,Solder Joint在長時間的溫度環境下,的確可能產生異常現象,AEC-Q007的撰寫者以溫度為出發點是正確的,尤其是車用零件因考量到使用者安全性,必須更嚴謹看待。接下來,宜特預期AEC-Q007會持續提出其他的驗證項目,例如:機械衝擊、振動、濕度測試等等,以建置完整的驗證流程。後續也請鎖定宜特小學堂的分享。
本文與長久支持宜特的您分享,若有相關需求,或是對相關知識想要更進一步了解,歡迎洽詢 +886-3-579-9909 分機 6406 莊先生(Chiahao) │Email: web_BLR@istgroup.com;marketing_tw@istgroup.com。