Issued Date:2026/05/12 Failure Mechanism
Issued By:iST
The issue is at the packaging and testing side; it’s not my concern. Why should I care?” This remains a common misconception among IC design engineers when faced with Board Level Reliability (BLR) failures, such as package delamination. While identifying liability is necessary, deeply analyzing the Failure Mechanism is the real key to winning customer trust. In the race toward Zero Defect, the ability to master precisely when and why a product fails—more accurately than the carmakers themselves—is the entry ticket to the global automotive supply chain.
Failure Mechanism
Failure Mechanism
As we move through 2026, the automotive industry’s pursuit of “Zero Defect” has shifted from a mere slogan to a critical line of defense for legal liability and brand survival. With global regulations now holding OEMs liable for accidents involving Level 3 (L3) to Level 5 (L5) autonomy, the cost of “system failure” has escalated from simple recall expenses to mandatory legal liabilities.
For engineers, the most significant challenge lies in the fact that current AEC-Q series standards are becoming insufficient when faced with the Mission Profiles of L3-L5 autonomous driving. When a vehicle operates without the limitations of human fatigue, its daily runtime can jump from 2 hours to 20 hours. Consequently, the lifetime requirements for automotive semiconductors must be at least four times higher than current AEC specifications.
However, a traditional “Pass/Fail” test only guarantees out-of-the-box quality. To achieve true Zero Defect, one must step outside the comfort zone of conventional validation. In this technical brief, iST Laboratory provides a frontline perspective on using deep technical verification during early-stage R&D to pave the way toward total road safety.
I. Package Delamination: Whose Fault Is It?
Long-term observations at iST Laboratory reveal that with advanced packaging—featuring hundreds or even thousands of micro-interconnects—up to 64% of issues originate within the OSAT (Outsourced Semiconductor Assembly and Test) process.
To mitigate this, IC design houses cannot rely solely on yield reports provided by OSATs. Instead, they must proactively implement Destructive Physical Analysis (DPA) as a routine production monitoring tool. By performing cross-sectional inspections of the internal structure—even with a small sample size of just one or two chips daily or monthly—engineers can better identify hidden physical defects within the assembly process, securing the quality frontline at the source. (Read more: The False Pass Crisis: Why Flawless ATE Data Can Still Lead to Tier 1 Rejections?)
II. Beyond Compliance: What Comes After Passing the AEC-Q007 Test?
Most current AEC-Q standards only mandate a fixed 1,000-hour stress test. However, as early as 2017, tier-1 international automotive OEMs raised concerns that “these traditional benchmarks were becoming insufficient to meet real-world demands”. As autonomous driving technologies advance toward Level 3 to Level 5 (L3-L5), vehicle operational times are projected to increase by at least fourfold. In response, automotive standards are shifting—transitioning from limited-time testing to a cumulative failure mode approach to map out a product’s failure distribution across its entire lifecycle.
1. The Value of “63.2%”: Beyond Just a Number
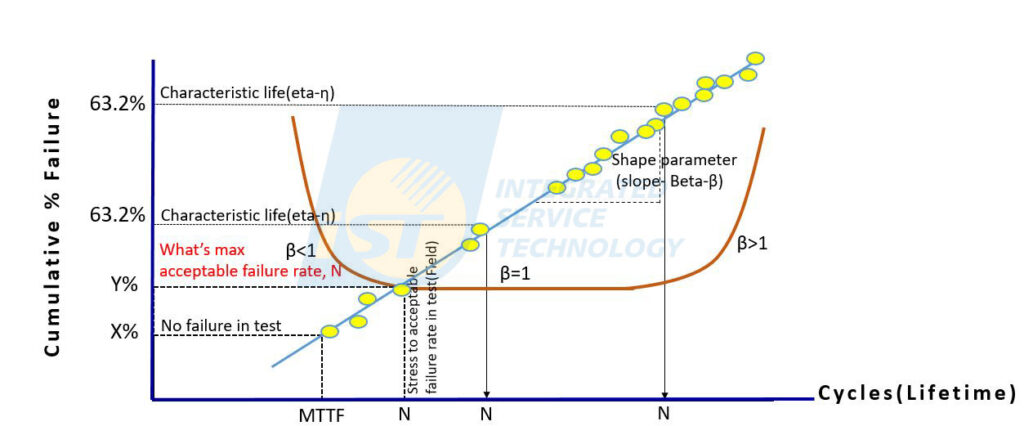
Under AEC-Q007 Board-Level Temperature Cycling (TC) testing, assessments must continue until either a 63.2% cumulative failure rate is reached or 3,000 thermal cycles are completed without failure. By applying Weibull Distribution analysis to these test results, engineers can chart the product’s failure distribution profile across its entire operational lifespan—essentially mapping out its standard Bathtub Curve. (Read more: The Latest AEC-Q007 Specification Unveils Advanced Board Level Verification for Automotive Applications)
If an R&D engineer’s only objective is to “secure a PASS report to close the project,” the core purpose of reliability testing is lost. At iST, we believe the true value of testing is to resolve a much more fundamental question: “Exactly when will the developed product fail?”
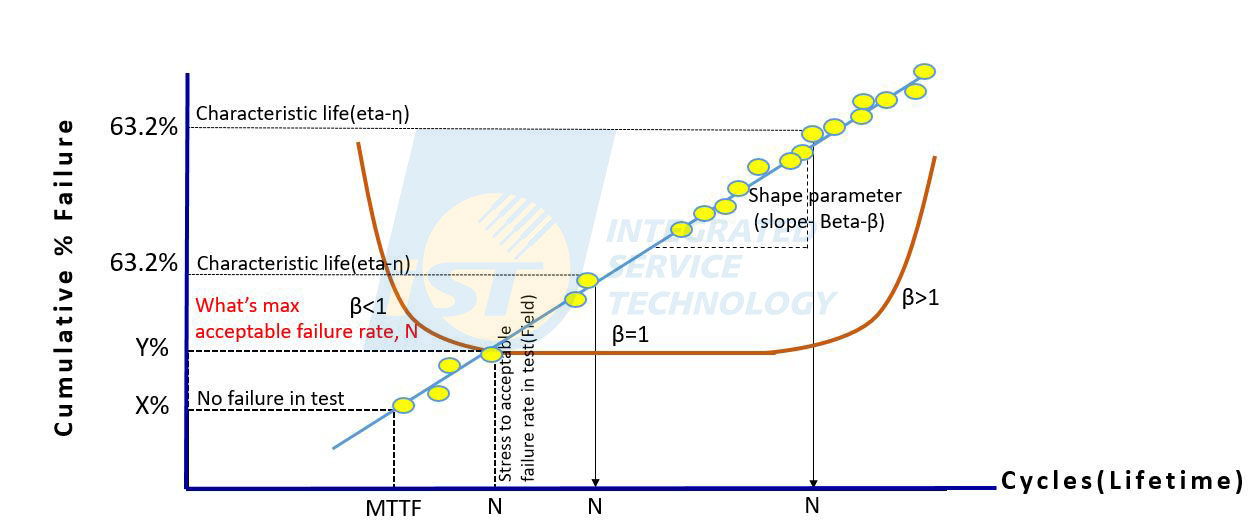
Figure 1: This figure illustrates how to utilize the Weibull distribution statistical analysis (represented by the blue trendline with data points) mandated by the AEC-Q007 standard to locate and predict the failure distribution profile of automotive components within a standard bathtub curve (represented by the orange background curve).
(Source: iST)2. Predicting Lifespan via Data Analytics
Leading players take the failure data from AEC-Q007 and input it into Weibull distribution models to extract critical intelligence:
(1)Locating the Bathtub Curve Stage:
Through Weibull analysis, engineers can extract the Characteristic Life (η) and the Shape Parameter (β) of a product’s failure distribution, which serve as key indicators to determine whether failures are classified as “Infant Mortality (Early-Life Failure)” caused by manufacturing defects, “Random Failure” during steady-state operation, or “Wear-out Failure” driven by natural material degradation. An excessively prolonged infant mortality phase indicates underlying design flaws or process anomalies; conversely, if the wear-out phase begins prematurely within the product’s intended design life, it will inevitably lead to a catastrophic field failure.(2)Validating the Mission Profile:
By identifying the First Failure point, companies can estimate how many years of field service a product can endure before failing. This data also allows engineers to calculate the projected defect rate within the warranty period (N years)—providing invaluable data for global warranty stocking strategies. Ultimately, Weibull analysis serves as the definitive tool to confirm whether a product can truly meet the OEM’s stringent Mission Profile and customer expectations.(3)Refining Safety Redundancy Design:
In safety-critical automotive systems, any failure can jeopardize human lives. By utilizing precise lifespan prediction capabilities, system architects can accurately calculate the number of redundant chips required. This ensures that backup systems can seamlessly take control the moment a primary system degrades, maintaining absolute safety during vehicle operation.III. Current Gaps in AEC-Q007 Board-Level Reliability
Automotive electronics must operate reliably for 10 to 15 years under exceptionally harsh environmental stresses. Beyond extreme climates, components must withstand continuous mechanical vibration and physical shock over their entire service life.
Currently, AEC-Q007 only mandates thermal cycling. However, iST strongly recommends incorporating vibration and mechanical shock testing into Board-Level Reliability (BLR) protocols to simulate real-world road conditions more accurately. The absence of an explicit mandate in current standards should never be used as an excuse to ignore the critical, long-term impact of mechanical stress on board-level assemblies.
In the past, the IC design industry heavily favored Design for Function (DfF). However, in the high-stakes automotive electronics market, Design for Reliability (DfR) and Design for Manufacturing (DfM) are what truly define market success. By partnering with iST to analyze physical failure mechanisms from the ground up, IC designers can steadily march toward “Zero Defect” and secure the long-term trust—and contracts—of global automotive OEMs.
To read the full AEC-Q007 document, please [click here] to view.
If you would like to learn more about case studies on automotive Board-Level Reliability (BLR) failures, please contact iST at +886-3-5799909 Ext. 1065 (Ms. Chen) or Email: marketing_tw@istgroup.com