Issued Date:2026/03/25 Destructive Physical Analysis
Issued By:iST
It’s a chipmaker’s worst nightmare: Your SoC has survived thousands of hours of reliability stress testing, and the ATE (Automatic Test Equipment) data is flawless. With a “Pass” in hand, the contract seems secure. However, the shock comes during the Tier 1’s IQC (Incoming Quality Control). Despite perfect electrical signatures, the entire batch is rejected due to microscopic solder joint cracks. In an instant, months of R&D effort are wasted, and the Design Win you fought for is in jeopardy. This raises a critical question: If your electrical data is perfect but the structure is failing, how can you truly guarantee Zero Defect?
Destructive Physical Analysis
Destructive Physical Analysis
Entering 2026, Software-Defined Vehicles (SDV) and Zonal Architecture have become the industry gold standard. Under the SDV trend, chips need massive performance headroom to support future software OTA updates. Meanwhile, Zonal Architecture pushes these chips closer to heat and vibration sources like motors, forcing them to operate in extreme environments of high voltage, intense heat, and high vibration.
Recently, the AEC (Automotive Electronics Council) has frequently updated testing standards for advanced packaging. This is a direct response to the realization that ATE electrical data simply cannot catch structural fatigue risks. Industry giants like Tesla, NVIDIA, and Qualcomm—when integrating High-Performance Computing (HPC) chips into automotive systems—have raised the “Zero Defect” bar from “functional” to “absolute structural integrity.” If your product has latent structural flaws, even if it lucks out and passes ATE, it won’t survive the test of time on the road.
In reality, an ATE Pass only confirms functional compliance; DPA is the true key to verifying structural integrity and long-term product lifetime. “ If you don’t want your ticket to mass production to be shredded at the last minute, implementing DPA for deep physical diagnostics during the R&D stage is the essential path to achieve automotive-grade zero defects. In this edition of iST Classroom, we will use three DPA case studies to help your automotive products hit the road safely.
I.What is DPA? Why is it the ``Truth Detector`` for Automotive Grade?
Simply put, DPA is like a “comprehensive physical exam”. Unlike Failure Analysis (FA), which looks for the cause after a part breaks, DPA involves randomly sampling units that have already passed electrical tests and subjecting them to a series of destructive teardowns and inspections.
Its sole purpose: to find those “potential structural internal injuries” that managed to dodge ATE testing.
For example, a wire bond interface might already have cracks, but because it still conducts electricity, it shows a ‘Pass’ in ATE. However, once that chip is in a car, a few thermal expansion cycles will cause it to snap completely. These “time bombs” can only be exposed by slicing them open through DPA.
II.Stop Saying the Customer Didn't Ask! The AEC Standards Are Crystal Clear
Many IC design engineers ask: “I’ve finished my AEC-Q100 runs, and the customer didn’t specifically request DPA. Is it really worth the extra cost?”
According to AEC specifications, DPA is not an “optional” add-on—it is a mandatory requirement for structural quality. Beyond AEC-Q101 (Discrete components), AEC-Q102 (Optoelectronics), and AEC-Q007 (Board Level Reliability) which list DPA as essential, the AEC-Q006 standard for Copper (Cu) Wire processes sets the most stringent and specific criteria for destructive analysis. It has become a mandatory hurdle for any automotive chip using copper wire packaging.
If you’ve switched from Gold (Au) to Copper (Cu) wire to cut costs, you are automatically governed by AEC-Q006. Because copper is harder, it can easily cause “cratering” on the underlying Aluminum (Al) pads during the bonding process. Therefore, AEC-Q006 explicitly requires DPA verification.
To avoid getting flagged during a Tier 1 audit, here are the critical DPA items highlighted in AEC-Q006:
1. Wire Bond Shear: Verify the bonding quality between the Cu ball and the Al pad with shear testing. We inspect the IMC (Intermetallic Compound) formation to check for any delamination or cracks at the interface. Strict Cpk (Process Capability Index) distribution requirements are applied to prove process stability.
2. Wire Bond Pull: Use wire pull testing to focus on the strength of the wire neck and the second bond. By analyzing the wire pull failure modes, we identify exactly where the break occurred. Just like with the Wire Bond Shear test, we also verify that the Cpk values fall within specifications.
3. Crater Test: This is the “make or break” check for copper wire. By removing the metal pad layer, we check for “invisible cracks” (cratering) caused by bonding stress.
4. Cross-Section: Using SEM (Scanning Electron Microscope) to inspect the overall package integrity. This includes checking the interfaces between the die, molding compound, die attach, and lead frame. We also look for micro-cracks or delamination under the 1st and 2nd bonds.
5. Internal Visual: Inspecting the chip surface inside the package for passivation cracks or die chipping.
III.iST Case Studies: Neutralizing the Industry's Deadliest Blind Spots
Below are three real-world scenarios where iST helped IC design houses intercept potential disasters via DPA before hitting mass production:
Case 1: Passivation Crack Interception—Debunking the ATE Detection Delay
After reliability testing, an automotive IC client’s ATE results showed a 100% pass rate. However, iST’s engineering team discovered tiny cracks in the passivation layer during Phase 1 of the DPA. Further cross-sectional observation confirmed the cracks had reached the edge of the metal layer. This proves that without DPA interception, these parts would have been shipped, likely leading to massive field recalls or even life-threatening accidents months later.
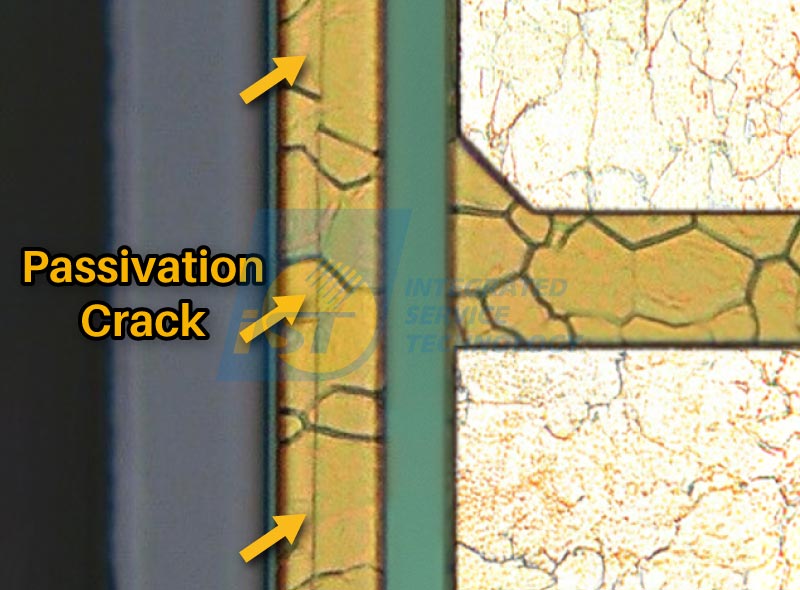
Figure 1: DPA reveals passivation cracks, exposing reliability risks invisible to ATE.
(Source: iST)Case 2: Cu Wire Interface Diagnosis—Targeting Wire Bond Fatigue in AEC-Q006
To balance cost and performance, many automotive chips have moved to Cu wire packaging, which brings tougher reliability challenges—specifically high-temperature stress and metal fatigue emphasized in AEC-Q006. IMC coverage between the 1st bond ball and the Al pad is the ultimate indicator of signal reliability.
One client tried to optimize bonding parameters; initial electrical tests showed no anomalies. However, iST’s DPA found uneven IMC growth, and while the shear values were within spec, the failure mode showed ” Bonding crack ” signs. This is a classic “Pass now, Fail later” illusion.
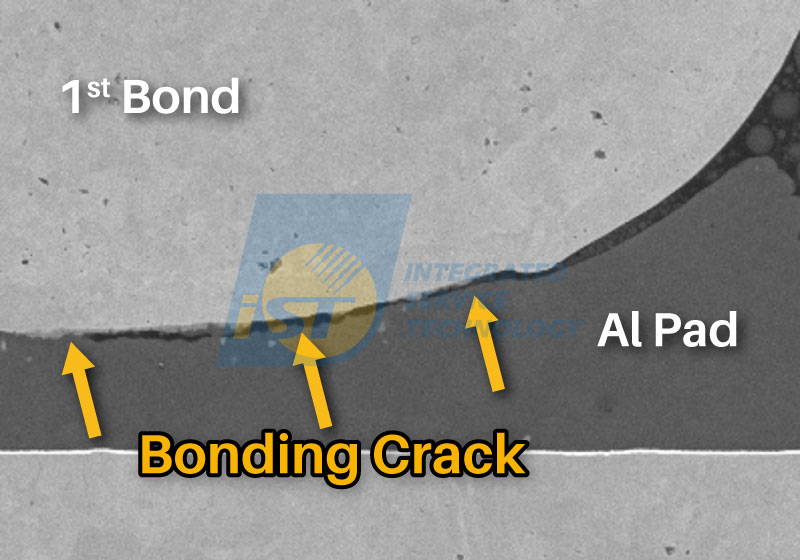
Figure 2: DPA shows bonding crack defects, exposing reliability risks invisible to ATE.
(Source: iST)Case 3: Interface Delamination Localization—Solving CTE Mismatch Disasters
Post-reliability testing, iST utilized DPA techniques (combining non-destructive and destructive analysis) for a full “physical exam” of the package. We pinpointed the exact location of delamination between the Lead Frame and the Molding Compound. The root causes? A mismatch in the Coefficient of Thermal Expansion (CTE) between these two dissimilar materials. This discovery not only clarified the failure cause but provided the client with a concrete fix: re-selecting molding compounds to fundamentally improve structural thermo-mechanical stability.
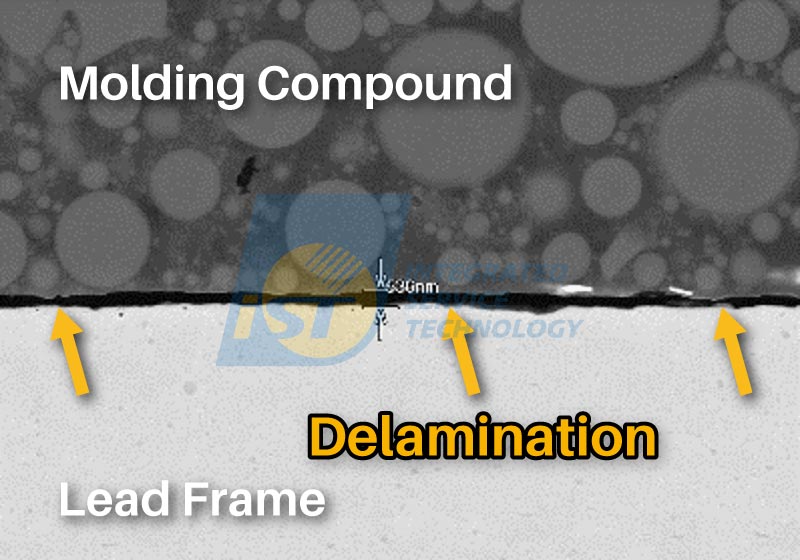
Figure 3: Using DPA cross-sectioning and scanning to check package structural integrity.
(Source: iST)
Passing AEC certification based on electrical results is just the “entry ticket.” The real challenge in reaching “Zero Defect” lies in eliminating the blind spots that ATE can’t see. For IC design companies, DPA should not be viewed as an “extra cost,” but rather as “insurance for shipping safety.”
When your competitors only have an ATE report, and you can provide a comprehensive DPA report from an independent third-party lab like iST, it signals more than just quality—it signals your expertise in automotive standards. Don’t let a $1 chip ruin a $10 million order. Get one last “health check” with DPA before shipping to your Tier 1 customers.
Need expert advice? Contact us! We also have a “DPA Test Flow” ready for you. 📞 +886-3-5799909 Ext. 1065 (Ms. Chen) 📧 marketing_tw@istgroup.com