Issued Date:2021/12/14LTS
Issued By:iST
Leading manufacturers including Lenovo (for NB) and Intel (for CPU) have been advocating Low Temperature Soldering (LTS) process since 2017.
Why is it coming into our focus now and why is it required?
Will this LTS be the mainstream of consumer products in years to come?
Reference to the previous iST Classroom: Marching toward carbon neutrality with LTS (jointly released with DEKRA iST) that to address global warming caused by greenhouse gas emission, the EU has debuted the carbon emission-trading scheme (ETS) in 2005 targeting to cut 55% carbon emission (relative to 1990) by 2030 and reaching carbon neutrality by 2050.
Statistic figures suggest that overall cost of Surface Mount Technique (SMT) can be reduced by 40% and CO2 emission reduction to 31~57 metric tons each year when the lead-free process is replaced by LTS, which indeed is a huge benefit to all.
From all the approaches by leading brands, system assemblers and PCB, CPU and GPU makers for LTS verification tests recently, it is highly visible that Low Temperature Soldering must be the future since when the entire industry, from upstream to downstream, is shifting toward it. Henceforth, iST and DEKRA iST believed that this LTS process will play a key role in the future and are in joint cooperation to present you with more details on LTS relevant process and verification in this classroom.
LTS
I. The Two Advantages of LTS Process
1. LTS benefits enterprises by lowering production costs
Other than preserving the environment by carbon reduction thru energy saving, cost control is another incentive for LTS in two directions.
Material costs. The existing lead-free process requires both the component and PCB to withstand assembly reflow temperature range of 220°C~260°C, which in turn mandates material to bear the high temperature by opting for those featuring high recrystallization temperatures that are of higher cost. However, SMT with LTS solder paste can be executed at temperature in the range of 140°C~170°C, and this cut the fabrication costs of component and PCB since materials of lesser cost and lower recrystallization temperature are now an acceptable option.
Shorter SMT assembly process. To-date, wave soldering is additionally employed to attached components of plastic material onto a PCB because they are unable to withstand the temperature of the SMT lead-free reflow process of 220°C~260°C. That is, the SMT mounting process is required to run in two steps; SMT reflow followed by wave soldering of a lower soldering temperature. This is not the case with LTS because its reflow temperature is of just 140°C~170°C that is most favorable to all onboard components. As a result, drops in working hours by assembling a PCBA in just one single SMT reflow process step, which greatly increases production cost control – highly welcomed by enterprises.
2. LTS reduces warpage
Aimed to enrich functions of an IC chip, the advanced heterogeneous integration process is to integrate multiple dies into one larger multi-layered chip, but at the cost of having a chip with wider and thicker dimensions. This will result in warpage which tends to worsen along with rising temperatures required by the SMT reflow process as shown in Fig. 1. (To learn more about warpage, read: Count Warpage Amount Before SMT to Avoid Solder Empty and Early Failure)
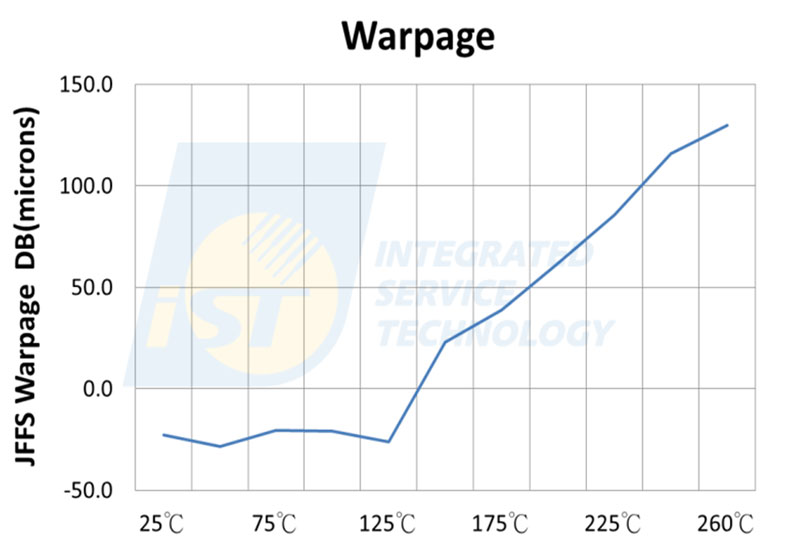
Figure 1: Warpage amount at different temperature by a sample 30x30mm(Source: iST)
With the introduction of LTS, will this problem be tackled? Will LTS reduce warpage phenomenon with its lower 50% SMT reflow temperature since large chip tends to warp along with rising temperature?
The answer is Yes. Experiences of reliability verification lab at iST and DEKRA iST suggest that for sample with dimensions in range of 30x30mm~50x50mm, they warped 50%~70% less when temperatures fell from the range of 240°C~260°C to 140°C~160°C. Concluding that LTS solder pastes can single-handedly resolve warpage by the SMT process without changing any design of the chip.
II. Will LTS Solder Paste Impact Reliability?
Reliability tests ensure consumer on using a product normally even when it is being affected by the acceptable environmental factors or external forces. What will happen when LTS solder pastes are used instead of usual high temperature ones?
It is true that LTS solder pastes will create issue on the reliability of a product as they are a mixed alloy of Sn and Bi. In terms of relevant high strain stress tests like shock and bending, the brittleness of Bi would leave LTS solder pastes slightly outperformed by their widely employed counterpart in the industry known as Sn-Ag-Cu. This prevents the market from changing the process material at a bold pace.
However, by adding another one or two metal elements to the Sn-Bi alloy for overall strength improvement, solder paste manufacturers are bringing the reliability and life cycle of Sn-Bi alloy on par with Sn-Ag-Cu.
No industry specification on reliability verification for LTS solder pastes is available for now, but there are already several customized specifications that mainly focus on two tests; Thermal Cycling Test and Shock Test. See below for the comparative result of preliminary tests between LTS and Sn-Ag-Cu solder pastes conducted by the iST and DEKRA iST labs.
1. Thermal Cycling Test: Service life of LTS solder pastes outrun that of Sn-Ag-Cu solder paste by 50%~60%
The thermal cycling test on Sn-Bi alloys, mixed with one or two other metal elements, outrun Sn-Ag-Cu by 50%~60% as shown in Fig. 2. This suggests that LTS solder pastes impose smaller impacts on environment-based tests. Distribution of service life would get closer to each other when chip of larger dimensions are tested (results shown in the figure are based on smaller samples in order to compare different kinds of solder pastes).
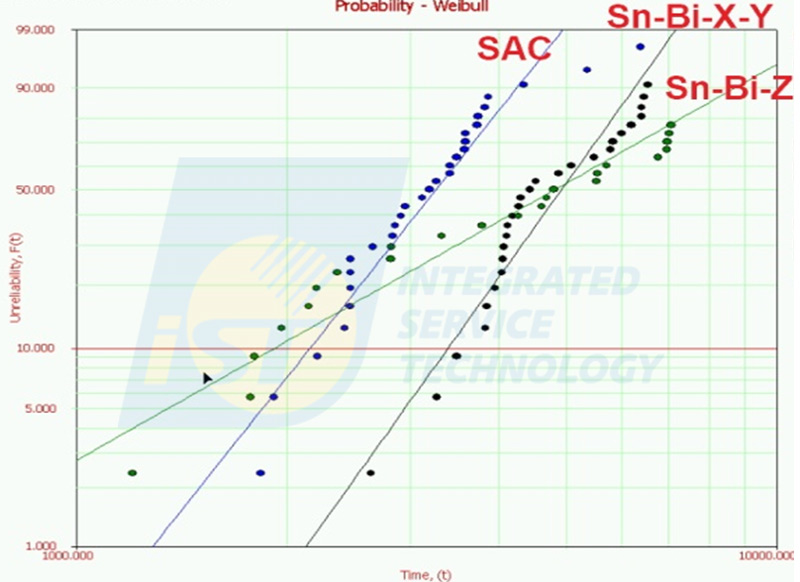
Figure 2: Thermal cycling of different solder pastes (Source: iST)
2. Operation temperature and application environment to be assessed carefully as LTS solder pastes endures poorly compared to Sn-Ag-Cu solder paste
Since melting point of LTS solder pastes is lower, the overall structure of solder joints changes before reaching the melting point as the material’s recrystallization temperature is relatively close to the operation and environment temperature. The verification result suggest that baking LTS solder pastes for 96 hours prior to thermal cycling test will shorten the life of solder joint by 15% compared to those without baking as shown in Fig. 3. Henceforth, it is better to assess operation and application environment carefully as the solder joint structural strength wanes after when the chip or ambient temperature goes over 100°C.
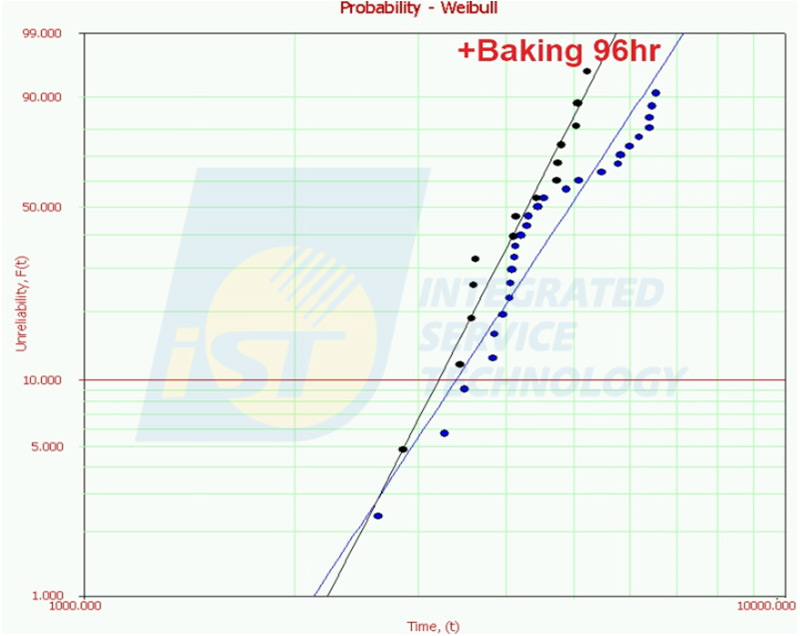
Figure 3: Sample lives analysis after 96-hour baking (Source: iST)
3. Besides the life characteristics suggested by the Shock Test, other stress tests also need to be considered
Due to the brittleness of LTS solder pastes, customers usually choose shock test to verify the strength of solder joints to acquire life characteristics as shock test introduces great strain (1,500G) in a given short time. In addition to shock test, consideration is also required on load strength, deformation amount, and pressure imposed on chip when adopting LTS solder pastes to ensure the same reliability quality of existing end product assembly process is achieved.
Low Temperature Soldering (LTS) is set to be the mainstream of the future. iST and DEKRA iST have designed a comprehensive LTS Service Platform, containing test equipment, analysis tools, and verification plans for both board and solder paste material, to help you in your material development via the analysis data collected. This platform will continuously undergo development based on the market trends by adding more analytical equipment, as required, to offer more verification compliant processes.
Addressing carbon reduction, iST is providing relevant assessment consultancies and verification services to assist clients in greenhouse gas and water footprint verification (ISO 14064), carbon footprint assessment (ISO 14067), and greenhouse gas energy saving (ISO 50001).
Please call or contact the following for more details on the LTS process and relevant services:
- For IC and components, please contact Mr. Daniel Chuang at iST:
Tel. +886-3-579-9909 Ext. 6406, or email: web_BLR@istgroup.com; marketing_tw@istgroup.com - For PCB and system products, please contact Mr. Bruce Liu at DEKRA iST:
Tel. +886-3-579-5766 Ext. 7101, or email: sos@dekra-ist.com
Other services you may be interested in
LTS