Issued Date: 2023/3/21Preconditioning Test
Issued By: iST
Most of us tend to confuse the Preconditioning Test required by customer with MSL Test – what’s the difference between the two?Preconditioning Test
The widely accepted Reliability Test (RA, aka “Reliability Assurance”) is a quantitative data-based system aimed to assure product quality. It determines the probability of a product in meeting given requirements in given time and operation conditions by testing it and simulating its functions according to specifications set earlier.
Preconditioning Test
The Preconditioning Test is required before running environment-relevant RAs over IC packages according to the JESD 47 specifications set by the Joint Electron Device Engineering Council (JEDEC).
A lot of iST customers tend to confuse the Preconditioning Test with the MSL Test (Moisture Sensitivity Level Test) as the two come in similar processes and steps. This iST classroom is aimed to help you recognize the differences between them.
I. Purpose of Test
The Preconditioning Test is designed to simulate the failure conditions the IC packages may encounter when getting mounted and the MSL test to determine the time span the ICs can be exposed to a given operation environment.
● Purpose of the MSL Test
What does “determine the time span the ICs can be exposed to a given operation environment” mean? The more compact a sample is, the better humidity resistance is required as moisture will get inside the product through the gap of the IC colloid or the seam of IC pins. The interior of ICs may be hampered by delamination or other failure when moisture in them expand along with fast rising temperature when reflowing them. The MSL Test is designed to identify IC packages’ grade of humidity sensitivity for users to use and keep them in environments compliant with the level of humidity sensitivity and ensure product quality after the reflowing operation in later assembling process.
● Purpose of Preconditioning Test
The Preconditioning Test is a simulation test for the failure situation of the IC packages may encounter when getting mounted, which is used to be performed before RA test. That is, simulating ICs’ mounting, assembling, and reflowing operation before the RA test to ensure the errors of reflowing would not damage components of ICs and hamper their RA test later. If the samples fail the Preconditioning Test, it’s better to suspend subsequent RAs until causes to the failures have been detected and removed.
II. Test Flow
● MSL Test Flow
The specifications for MSL Test are based on IPC/JEDEC J-STD-020. Samples for the test will be subject to Initial electrical Test, Visual Inspection, and Pre-SAT to detect any existing delamination and crack against those found afterwards.
The next step is to bake the samples at 125℃ for 24hrs to dry the product in the same conditions as your customer removes IC samples out of vacuum packs.
Then, the samples are Soaked to simulate exposing ICs in the real environment. The process and conditions may vary with grade of humidity sensitivity set by your customer (see Figure 1). For example, if the customer wants the IC to be unpacked and assembled within 168hrs, then the test’s grade should be set to Level 3 and humidity absorption to 30℃/60%RH/192hrs (see Figure 1).
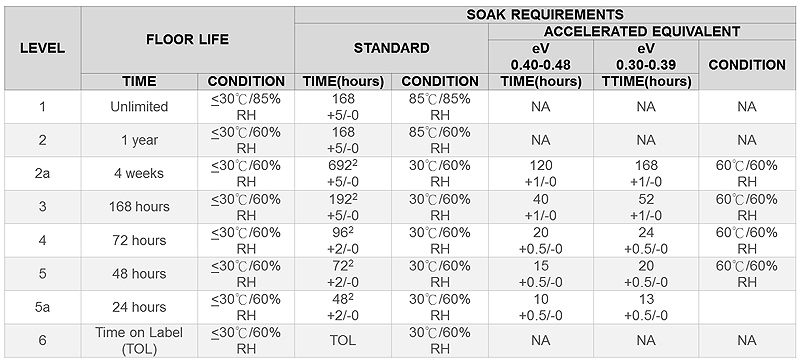
Figure 1: Grade of humidity sensitivity comes in six levels according to components’ humidity absorption conditions
The subsequent Triple Reflow test simulates the reflow operation during assembly.
The last steps are Final Visual Inspection and Post-SAT and the Post-Electronic Test after the samples are delivered to the customer.
As noted in the aforementioned test flow, moisture absorbed by ICs will expand along with fast rising temperature during the Triple Reflow test which, in turn, may result in malfunctioning due to delamination within the ICs.
Samples are subjected to Visual Inspection and SAT before and after the MSL Test to find any defects inside and outside IC samples.
In case the MSL Test fails at the selected grade, do it again under conditions of a lower level. Label the successful level on the components’ outer package for users to know the IC’s MSL grade.
Please be noted that the said failures cover visible damages and breaks, electronical test failures, and internal crack and delamination) (see Figure 2).
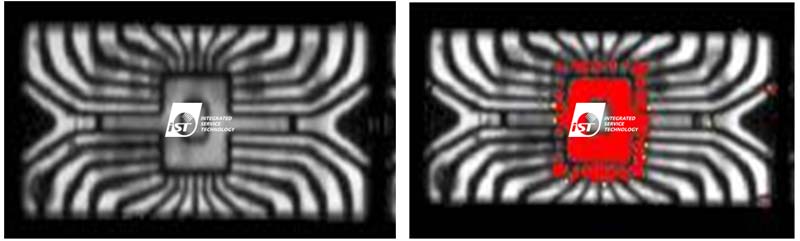
Figure 2: Photo on the left shows no sign of delamination; this is not the case with the one on the right as the Die Paddle/Lead frame is delaminated.
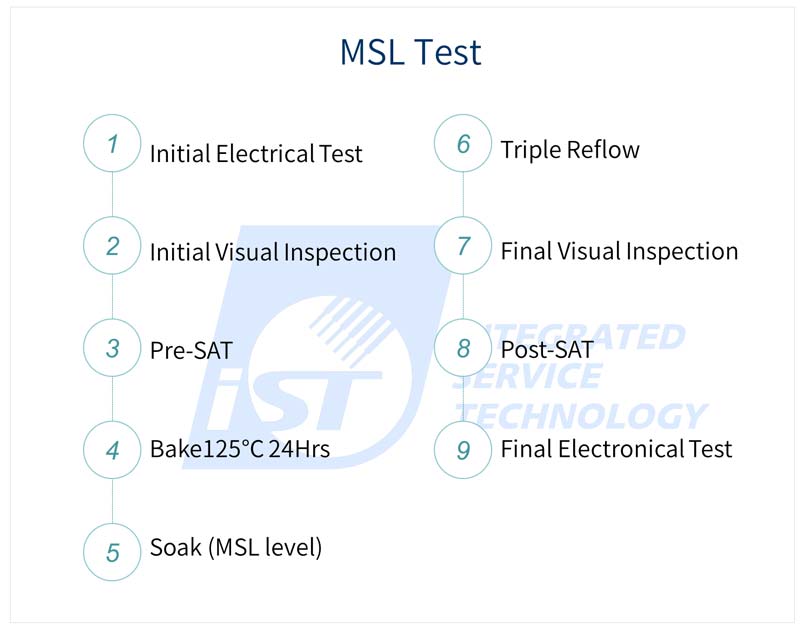
Figure 3: MSL Test Flow
● Preconditioning Test Flow
The specifications for Preconditioning Test are based on JESD22-A113. Some steps are mandatory while others are optional and vary with actual application requirements (i.e. steps 3, 7, 8, and 9). For example, the step 3 “Temperature Cycling five times” is aimed at stimulating the shipment process (regardless of by air, land, or sea) of the product. The actual test may vary with the type of transportation the product is to go through.
Other steps of Preconditioning Test differ slightly from that of the MSL one, including Electrical Test, Visual Inspection, Bake 125℃ 24hrs, Soak, and Triple Reflow (see Figure 4) along with a successful Final Electrical Test before subjecting the IC samples to RA.
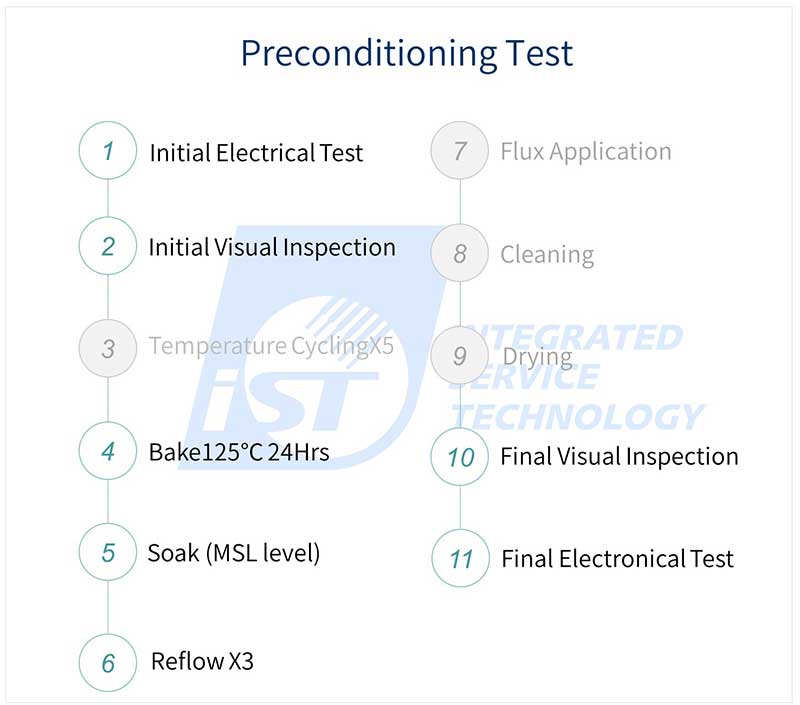
Figure 4: Preconditioning Test Flow Overview
III. Summary
It’s clear that the Preconditioning Test does not cover SAT (Scanning Acoustic Tomography) as the MSL Test already employs SAT beforehand to ensure that the samples come without any internal defects. That is, the SAT step plays no role in the Preconditioning Test.
In short, the MSL Test and Preconditioning Test not only differ in their purposes, but also their running steps.
Table 1: Summary of Preconditioning Test V.S. MSL Test
Preconditioning Test MSL Test Test Purpose A simulation test for the failure situation of the IC packages may encounter when getting mounted Determine the time span the ICs can be exposed to a given operation environment Specification Based JESD22-A113 IPC/JEDEC J-STD-020 Test Flow 1. Initial Electrical Test O O 2. Initial Visual inspection O O 3. Pre-SAT X O 4. Five Times of Temp. Cycling △ X 5. Bake O O 6. Soak O O 7. Triple Reflow O O 8. Flux Application △ X 9. Cleaning △ X 10. Dry △ X 11. Final Visual Inspection O O 12. Post-SAT X O 13. Final Electrical Test O O Notes:
1.Run MSL Test before the Preconditioning Test.
2.Items marked with symbol ¡§¡µ¡¨ are optional.
Should there be any requirements or interests to know more about these tests, please call Daniel on 03-579-9909 Ext. 6406 or email him at address web_CLR@istgroup.com.
Other services you may be interested in Preconditioning Test
Preconditioning Test