Issued Date:2021/11/30LTS process
Issued By:iST
Amid the global trend toward carbon neutrality, Apple Inc. committed to zeroing out carbon emission throughout its operation, production supply chain, and product service life in its “Environmental Progress Report 2020.” China, aiming for the same, is implementing the “dual control for energy consumption” policies including rationing electricity in more than ten provinces and regions. Carbon neutrality is not only an environment protection issue faced by individual nations but also the trend of industry development. Therefore, the entire industry chain is facing the challenge and trying to stand firm.
Surveys by the International Electronics Manufacturing Initiative (iNEMI) suggest that the market share of applications of the Low Temperature Soldering (LTS) technology would soar to at least 20% in 2027 from less than 1% now as a result of the electronic industry’s focus on environmental issues and sustainable growth.
The LTS technology not only saves energy and cuts carbon emission but also reduces failures and defects when soldering electronic components at high temperature. It may even shorten the manufacturing process and lower operation costs by optimizing the electronic components’ assembling. To deal with certain unexpected engineering issues at the early stage of LTS implementation, it’s a MUST for products to go through pre-launch reliability verification.
LTS process
DEKRA iST and iST are here to unveil three key points for LTS reliability verification based on comprehensive experiences:
1. It’s a MUST to subject solder joints to quality reliability verification when implementing LTS technology at the early stage
Differing from the high-temp Sn-Ag-Cu alloy, the low-temp Sn-Bi alloy is a composite of brittle metals and slightly underperforms the high-temp one in terms of thermal and mechanical reliability and durability. For more robust LTS solder joints, paste suppliers are managing to raise the reliability of LTS to close to, or better than, that of the high-temp one by adding different trace metals, including Ag, In, and Sb, in Sn-Bi alloy. This would give Sn-Bi alloy better extension and finer particles with Tmelt at 138–140°C.
The Importance of the quality reliability verification and test is highlighted by the varying strength of LTS solder joints caused by unknown factors. The thermal stress (see Specification TCT_IPC-9701: Thermal Cycling shown in Fig. 1) and mechanical stress (see Specification JESD22-B110A: Mechanical Shock Test shown in Fig. 2) may be employed to verify the toughness and strength of the solder joint’s failure resistance. The next step is to determine product quality before and after verification (as shown in Fig. 3 and 4) with Failure Analysis (FA), as well as to pinpoint causes of manufacturing and assembling problems and design improvement steps to raise the customers’ trust in the final products.
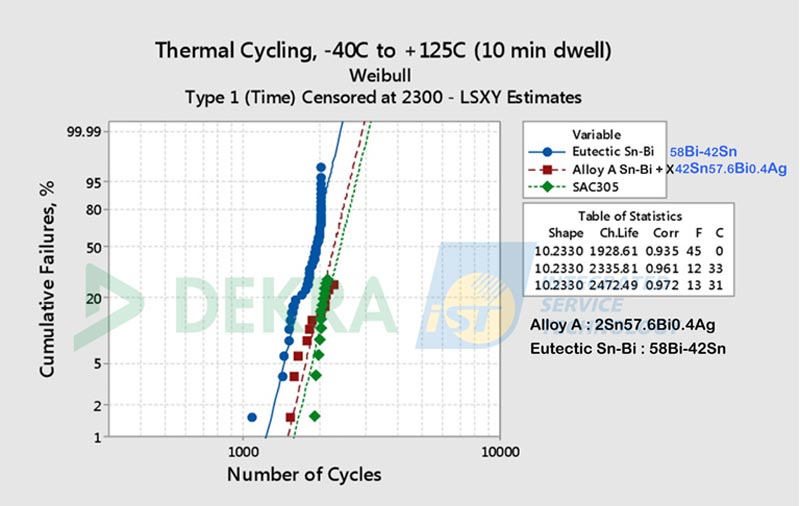
Figure 1: TCT Test
(Reference: Morgana Ribas, Ph.D., Prathap Augustine, Pritha Choudhury, Ph.D., Raghu Raj Rangaraju, Anil Kumar, Siuli Sarkar, Ph.D., “Low Temperature Soldering: Thermal Cycling Reliability Performance”, MacDermid Alpha Electronics Solutions )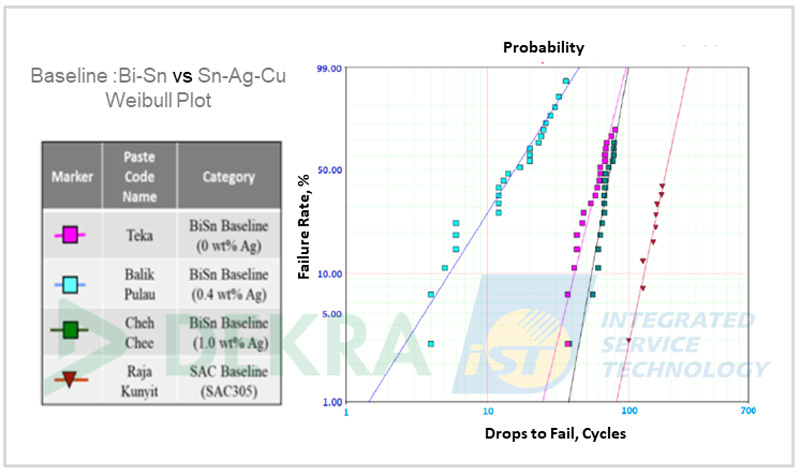
Figure 2: Mechanical Shock Drop Test
(Reference: SMTA report)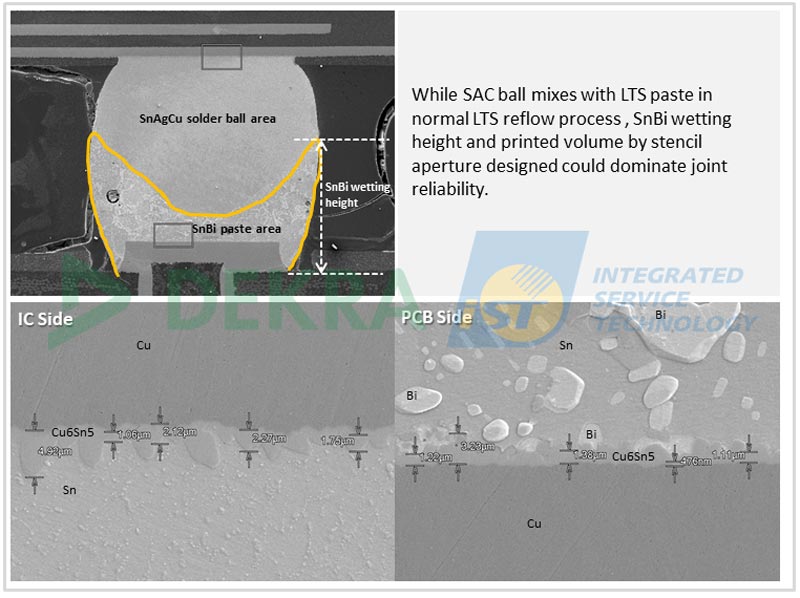
Figure 3: FA Solder Joint Quality Test and Analysis
(Reference: DEKRA iST)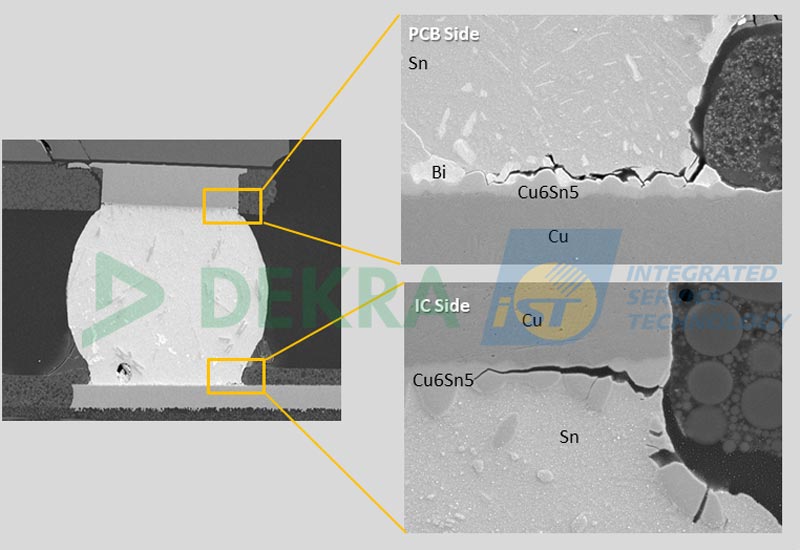
Figure 4: Thermal Shock Test (TST) for Solder Joint Analysis
(Reference: DEKRA iST)2. Type of products suitable for LTS process
Electronic products designed for operations in environments without fluctuating thermal or mechanical stress changes or without long service life design are good candidates for the LTS process. See below for some guidelines deemed appropriate by industry leaders:
* Designed service life: 2–5 years
* Key components come with extra solder joint reinforcement or protection mechanism, e.g. spot or seal gluing
* For use in normal indoor environment
* For use in ambient temperature of up to 40°C and maximum operating temperature of up to 85°C3. Be careful about Hot Tearing error frequently found in products of LTS process
When severe Hot Tearing errors at the interface between copper pads, it causes the poor reliability of solder joints (Fig. 5). Hot Tearing flaws are formed when pasties (substances in solid and liquid mixed phase) are unable to solidify consistently in low-temp solder joints during cooling.(Fig.6). This is especially the case for solder pastes with low Bi concentration. However, hot tearing within the solder joint body is acceptable according to IPC-A-610H (Fig. 7).

Figure 5: Hot Tearing
(Reference: DEKRA iST)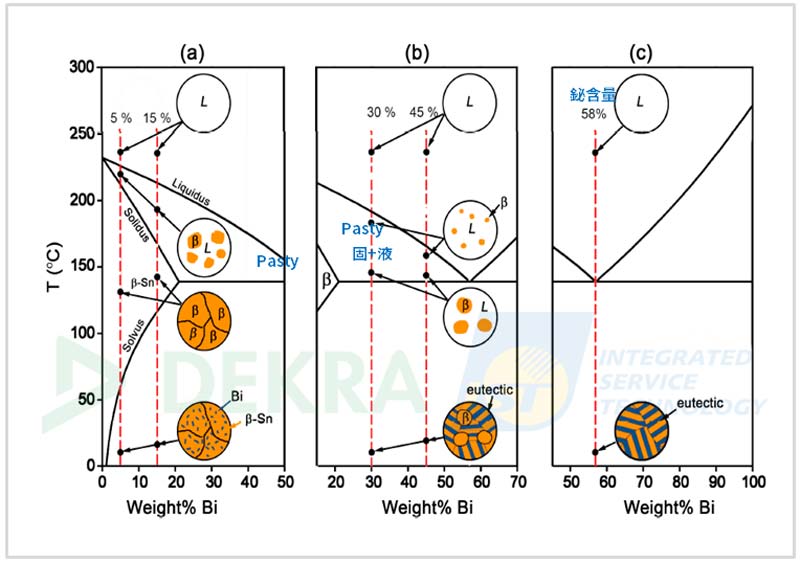
Figure 6: Sn-Bi Phase Diagram
(Reference: : Fengjiang Wang , Ying Huang , Zhijie Zhang and Chao Yan ;” Interfacial Reaction and Mechanical Properties of Sn-Bi Solder joints”; MDPI)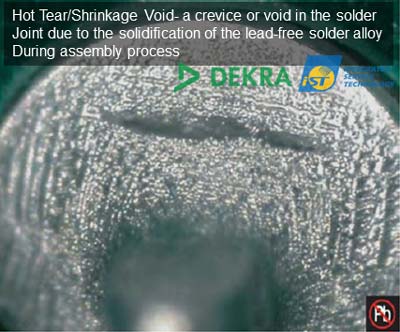
Figure 7: IPC-A-610 Hot Tear Guidelines
(Reference: IPC-A-610)
Applications of LTS are set to go side by side with its high-temp counterpart in the future. This will make LTS relevant materials follow suit which, in turn, is likely to pair the quality and reliability of its products with that of the high-temp soldering process. Before the LTS technology becomes popular in the industry, it’s necessary to have LTS based products subject to early verification and failure analysis with respect to thermal and mechanical stress as high reliability is always the very first criteria when determining product quality.
DEKRA iST and iST are working together to build up a service platform for reliability consultancy and verification of LTS technology throughout the entire industry chain. iST is focusing on components and Board Level Reliability (BLR) while DEKRA iST on System Level Reliability (SLR). Together, we offer a one-stop verification program to assist clients to lead the market when the world is trending toward carbon neutrality.
Thank you for being supportive to DEKRA iST and iST. To provide comprehensive service, this article contains our experience of LTS technology. If you have further question, please feel free to contact us.
- Tel. +886-3-579-9909 Ext. 6406, Daniel Zhuang or email: web_BLR@istgroup.com; marketing_tw@istgroup.com at iST for IC and components
- Tel. +886-3-579-5766 Ext. 7101, Bruce Liu or email: sos@dekra-ist.com at DEKRA iST for PCB and system products